Mesures réponse fréquentielle (Bode)
Mesures de la réponse fréquentielle des axes
Diagramme de Bode
C'est un outil qui permet de connaître la réponse fréquentielle de la machine. Cette information permet de filtrer des vibrations provenant des résonances propres de la conception mécanique de la machine et aide à en obtenir le réglage optimum.
Prérequis

La machine doit être sous tension.
Les axes doivent être opérationnels.
Le PC doit être équipé du logiciel Triamec "Tam Explorer" (7.12.0)
Une palette standard (h=12mm) vide doit être installée.
Aucun outil ne doit être en broche (Sauf lors de la mesure de la broche)
Précautions
- Durant toute la procédure, les mouvements sont pilotés par le PC. La gestion de la sécurité par l'automate est désactivée.
- Tenir les autres personnes éloignées de la machines et rester en permanence à proximité.
- Garder un contact visuel sur la machine et son environnement.
- Ne pas ouvrir la porte durant la procédure.
- Ne pas toucher à la machine durant les mesures, cela fausserait les résultats.
- Durant les mesures, la machine est soumise à des vibrations et émet des sons. Ne pas tenter d'atténuer les vibrations (maintenir une cloison, toucher un composants...).
Marche à suivre
Préparation
Positionner les axes manuellement à leur position neutre (0 +/-3mm).
Ouvrir l'armoire électrique et connecter le PC au port USB du drive Triamec.
Drive 100U1 --> Axes X & B
Drive 110U1 --> Axes Y & C
Drive 120U1 --> Axes Z & Broche
Entre chaque mesure, vérifier que les axes n'entrent pas en collision.
Uniquement pour l'axe Z: Positionner une cale (20-40-60mm) + une couche de mousse et libérer le frein pour effectuer les mesures.
Uniquement pour la broche: Insérer un porte-outil vide pour effectuer les mesures.
Mesures
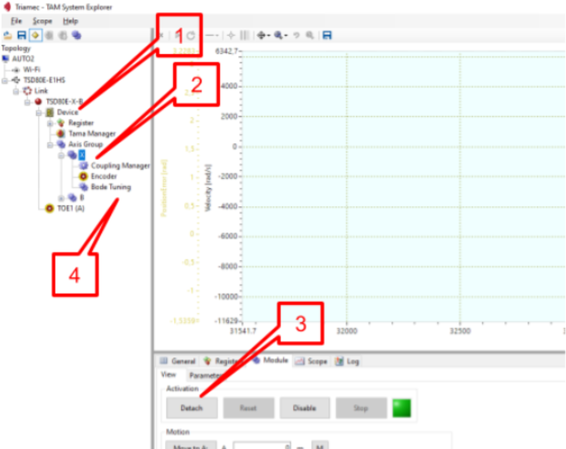
1. Clic droit sur le device dans l'arborescence, sélectionner "Assign module".
2. Sélectionner l'axe à tester.
3. Attacher l'axe.
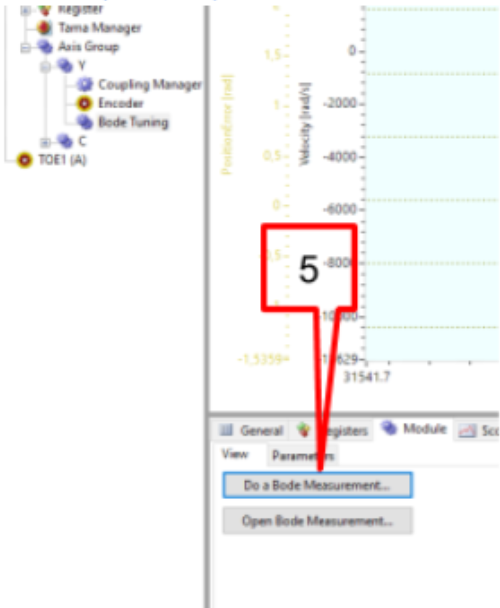
4. Sélectionner "Bode Tuning"
5. Cliquer sur "Do a Bode Mesurement"
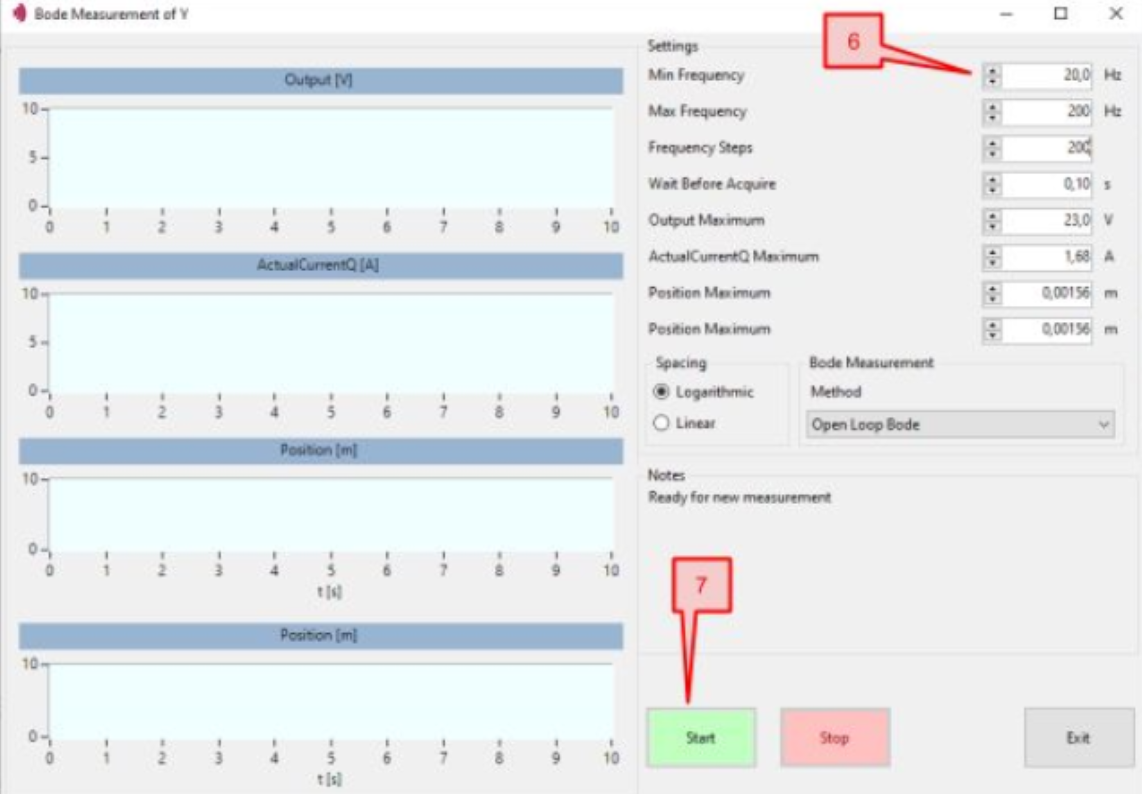
6. Entrer les paramètres: "Min Frequency", "Max Frequency" et "Frequency Steps".
Paramètres de mesures
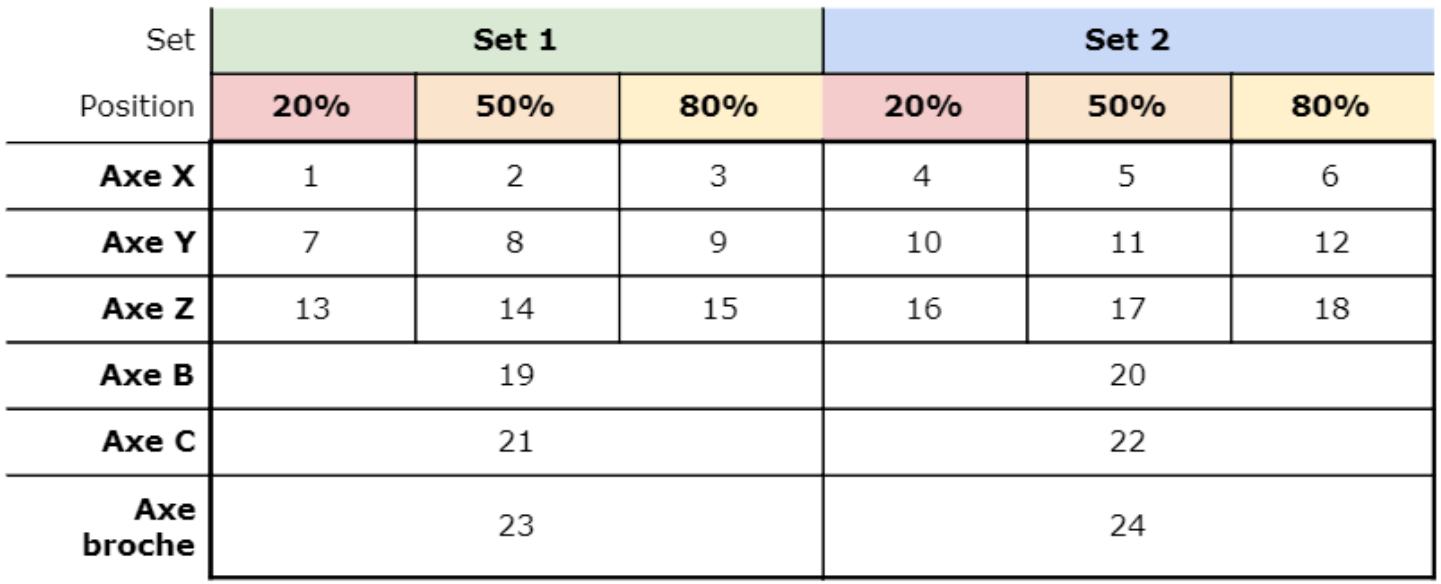
- Pour les axes linéaires, réaliser les mesures à 20, 50 et 80% de la course (+/- 10%).
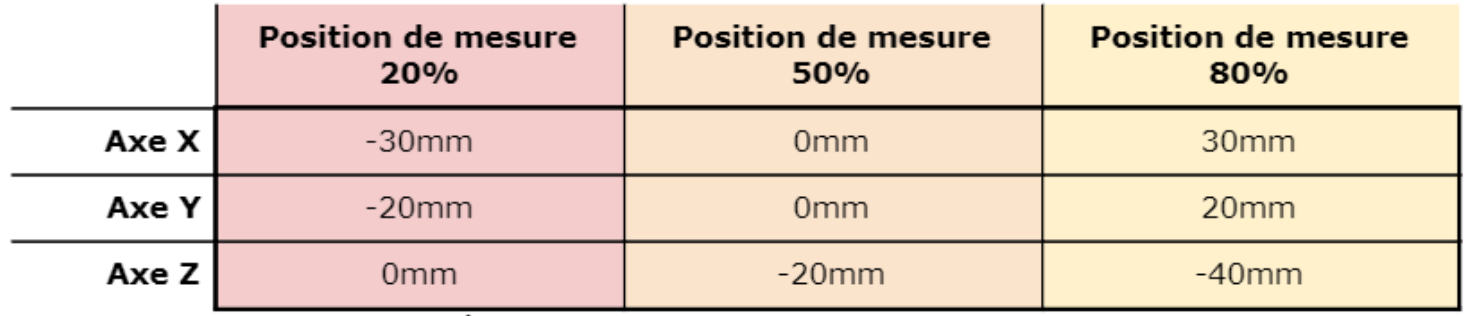
- Pour les axes rotatifs, réaliser les mesures en position de repos (+/- 10%).
- Pour chaque position, réaliser 2 jeux de mesures:

7. Lancer le test
8. À la fin des tests, enregistrer les résultats.
Format des noms de fichiers: Bode AXE-YYYY-MM-DD-Set?-POS.csv
exemple: Bode X-2020-03-09-Set2-50%.csv
9. À la fin des mesures pour chaque axe, détacher l'axe.
10. Vérifier que toutes les communications soient rétablies en activant un homing manuel de la CNC.
Au total, une série complète de mesure est constituée de 24 fichiers.
Il n'y a aucun commentaire pour le moment.