Messungen des Frequenzgangs der Achsen
Bode-Diagramm
Es handelt sich um ein Tool, mit dem der Frequenzgang der Maschine ermittelt werden kann. Anhand dieser Informationen ist es möglich, Schwingungen aus den mechanischen Eigenresonanzen der Maschine herauszufiltern und die Einstellung entsprechend zu optimieren.
Voraussetzungen

Die Maschine muss eingeschaltet sein.
Die Achsen müssen funktionsfähig sein.
Der PC muss mit der Triamec-Software "Tam Explorer" (7.12.0) ausgestattet sein.
Eine leere Standardpalette (h=12 mm) muss eingebaut sein.
In der Spindel darf sich kein Werkzeug befinden (außer beim Messen der Spindel).
Vorsichtsmaßnahmen
- Während des gesamten Vorgangs werden die Bewegungen vom PC gesteuert. Das Sicherheitsmanagement durch die SPS ist deaktiviert.
- Andere Personen von den Maschinen fernhalten und selbst immer in deren Nähe bleiben..
- Die Maschine und ihrer Umgebung immer im Blick behalten.
- Die Tür während des Vorgangs nicht öffnen.
- Die Maschine während der Messungen nicht berühren, da dies die Ergebnisse verfälschen würde.
- Während der Messungen ist die Maschine Vibrationen ausgesetzt und gibt Geräusche ab. Nicht versuchen, die Vibrationen zu dämpfen (durch Festhalten einer Trennwand, Berühren einer Komponente...).
Vorgehensweise
Vorbereitung
Die Achsen von Hand in ihre neutrale Position bringen (0 +/-3 mm).
Den Schaltschrank öffnen und den PC an den USB-Anschluss des Triamec-Servoantriebs anschließen.
Drive 100U1 --> X- und B-Achse
Drive 110U1 --> Y- und C-Achse
Drive 120U1 --> Z-Achse und Spindel
Zwischen den einzelnen Messungen überprüfen, dass die Achsen nicht miteinander kollidieren.
Nur für die Z-Achse: Zur Durchführung er Messungen eine Unterlegscheibe (20-40-60 mm) + eine Schaumstoffschicht anbringen.
Nur für die Spindel: Zur Durchführung der Messungen einen leeren Werkzeughalter einsetzen.
Messungen
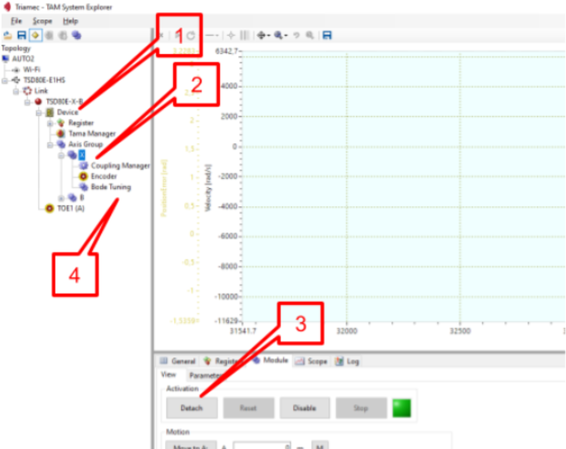
1. Mit der rechten Maustaste in der Baumstruktur auf die Maschine klicken und "Assign module" auswählen.
2. Die zu testende Achse auswählen.
3. Mit "Attach" die Steuerung der Achse durch die Software mit "Attach" aktivieren.
4. "Bode-Tuning" auswählen.
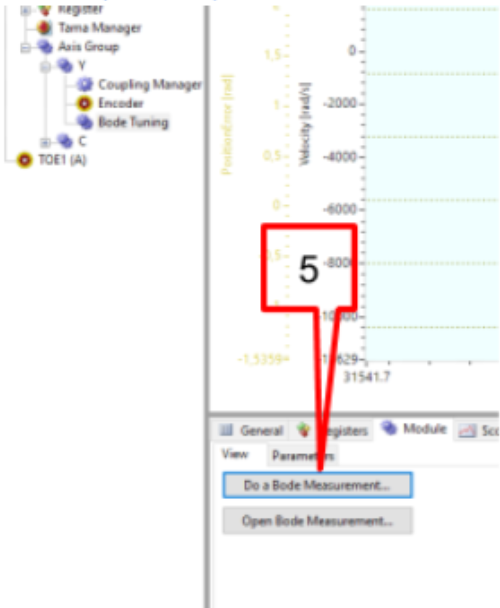
5. Auf "Do a Bode Mesurement" klicken.
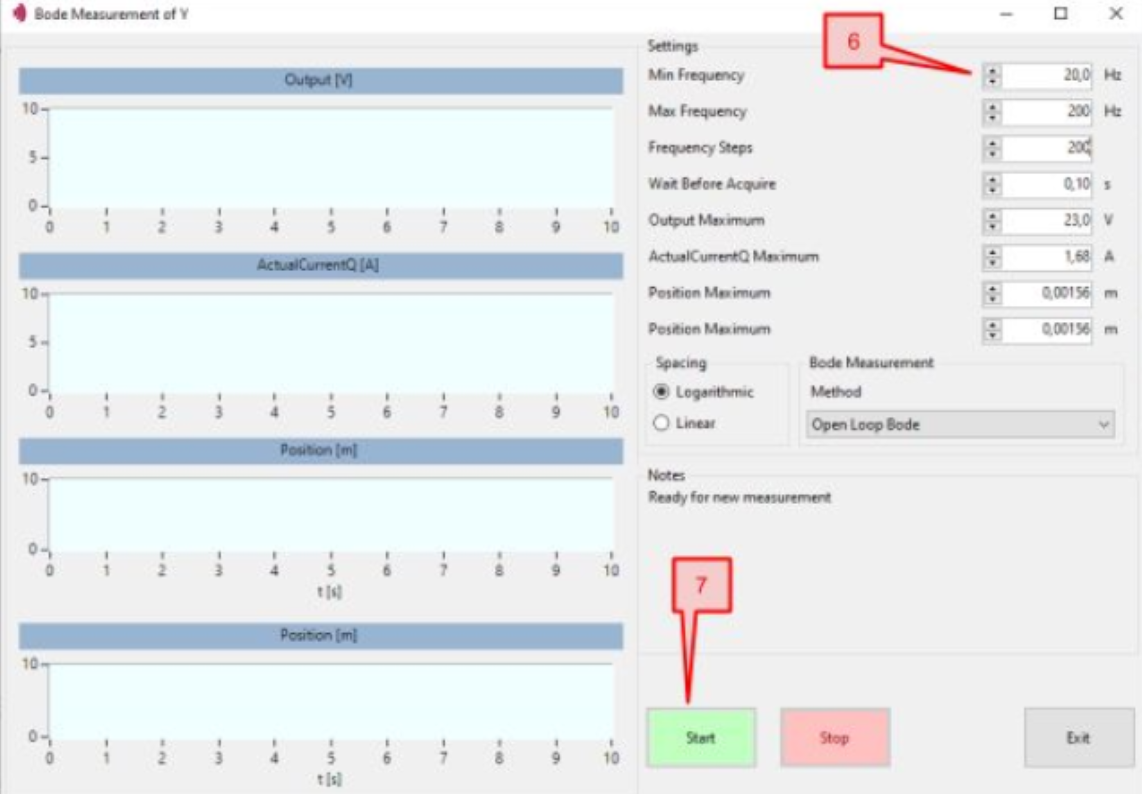
6. Die Parameter eingeben: "Min Frequency", "Max Frequency" und "Frequency Steps".
Messparameter
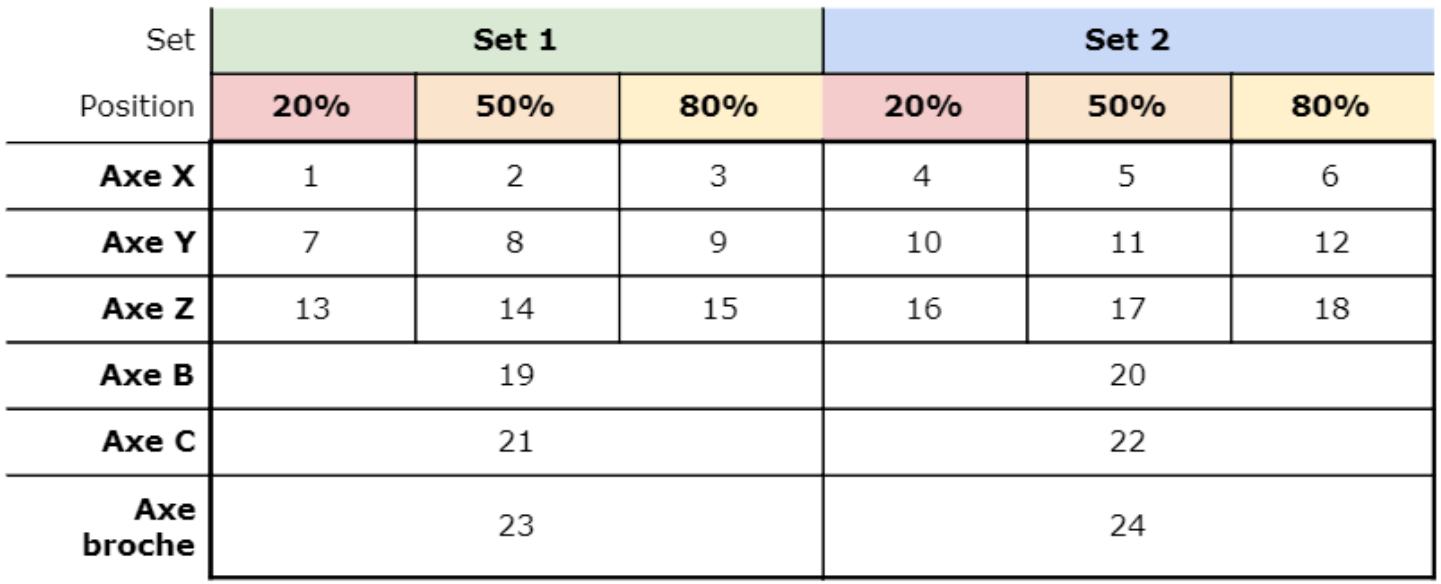
- Bei Linearachsen die Messungen bei 20, 50 und 80 % des Verfahrwegs (+/- 10 %) durchführen.
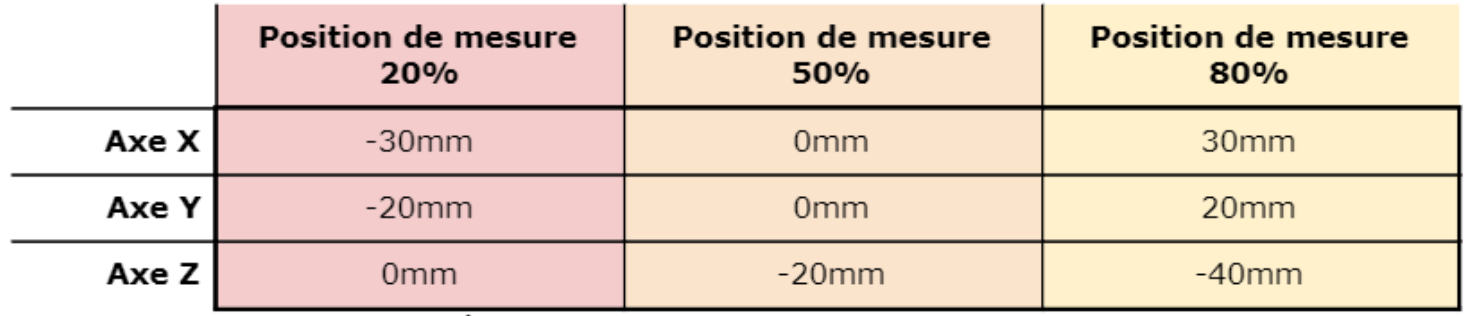
- Bei Drehachsen die Messungen in der Ruheposition (+/- 10 %) durchführen.
- Für jede Position 2 Messreihen durchführen:

7. Den Test starten.
8. Am Ende der Tests die Ergebnisse speichern.
Format der Dateinamen: Bode AXE-YYYY-MM-DD-Set?-POS.csv
Beispiel: Bode X-2020-03-09-Set2-50%.csv
9. Nach Abschluss der Messungen für jede Achse mit "Detach" die Steuerung der Achse durch die Software deaktivieren.
10. Durch Aktivieren eines manuellen Homings der CNC nachprüfen, dass die Kommunikation vollständig wiederhergestellt ist.
Eine vollständige Messreihe besteht aus insgesamt 24 Dateien.
Momentan sind keine Kommentare vorhanden.