Einstellung der Spindelhöhe
Die Höhenkorrektur der Spindel muss grundsätzlich immer nach einem Austausch der Spindel durchgeführt werden (Link). Diese Höhe muss eventuell auch nach einer Kollision oder bei Problemen mit der Bearbeitungsgenauigkeit in der Z-Achse überprüft werden.
Voraussetzungen
3. Die Achsen müssen aktiviert sein.

4. Die Möglichkeit, die Türen zwischen den Arbeitsschritten zu öffnen, muss aktiviert sein.
Vorsichtsmaßnahmen
Die Spindel nicht drehen lassen.
Die Programme nicht im Automatikbetrieb starten; im Handbetrieb bleiben.
Sehr geringe Vorschubgeschwindigkeiten beibehalten.
Den Sensor BMM20 nicht mehr als 2 mm zusammendrücken (maximaler Hub).
Vorgehensweise
1. Eine erste Referenzfahrt durchführen.
2. Die Tür zum Arbeitsraum öffnen und den Sensor BMM20 an einer gemessenen Palette installieren. Den Sensor durch leichten Druck auf seine Oberseite testen, die grüne Kontrollleuchte muss aufleuchten.

3. Nachprüfen, dass kein Werkzeug in die Spindel eingebaut ist; die Zugstange der Spindel muss deaktiviert (zurückgezogen) sein, die Palette muss auf der Wiege verriegelt und der Sensor muss installiert und auf der Palette zentriert sein, die X- und Y-Achse müssen in der Mitte liegen.
4. Die Tür schließen und die Z-Achse im Handbetrieb in 0,1-mm-Schritten absenken, bis der Sensor aktiviert wird (grüne Kontrollleuchte).
5. Den Vorschubschritt auf 0,01 mm einstellen und wieder nach oben fahren, bis der Sensor deaktiviert wird.
6. Den Vorschubschritt auf 0,001 mm einstellen und nach unten fahren, bis der Sensor aktiviert wird.
7. Den angezeigten Wert ablesen.
Die Höhenkorrektur berechnen::
Gemessener Wert - Höhe BMM20 - gemessene Palettenhöhe = Korrektur
Ex:
8. Eine Kopie der Lösung für das Zielsystem öffnen.
Hinweis: Um einen Versionsverlauf aufzubewahren, nach folgender Methode vorgehen:
8.1. Die neueste Version der Lösung für das Zielsystem suchen.
8.2. Eine Kopie der gesamten Datei erstellen.
8.3. Diesen Ordner umbenennen und dabei das aktuelle Datum hinzufügen..
8.4. Diese Lösung öffnen und die Änderungen vornehmen.
8.5. Die Lösung speichern und ggf. die Versionshinweise ergänzen.
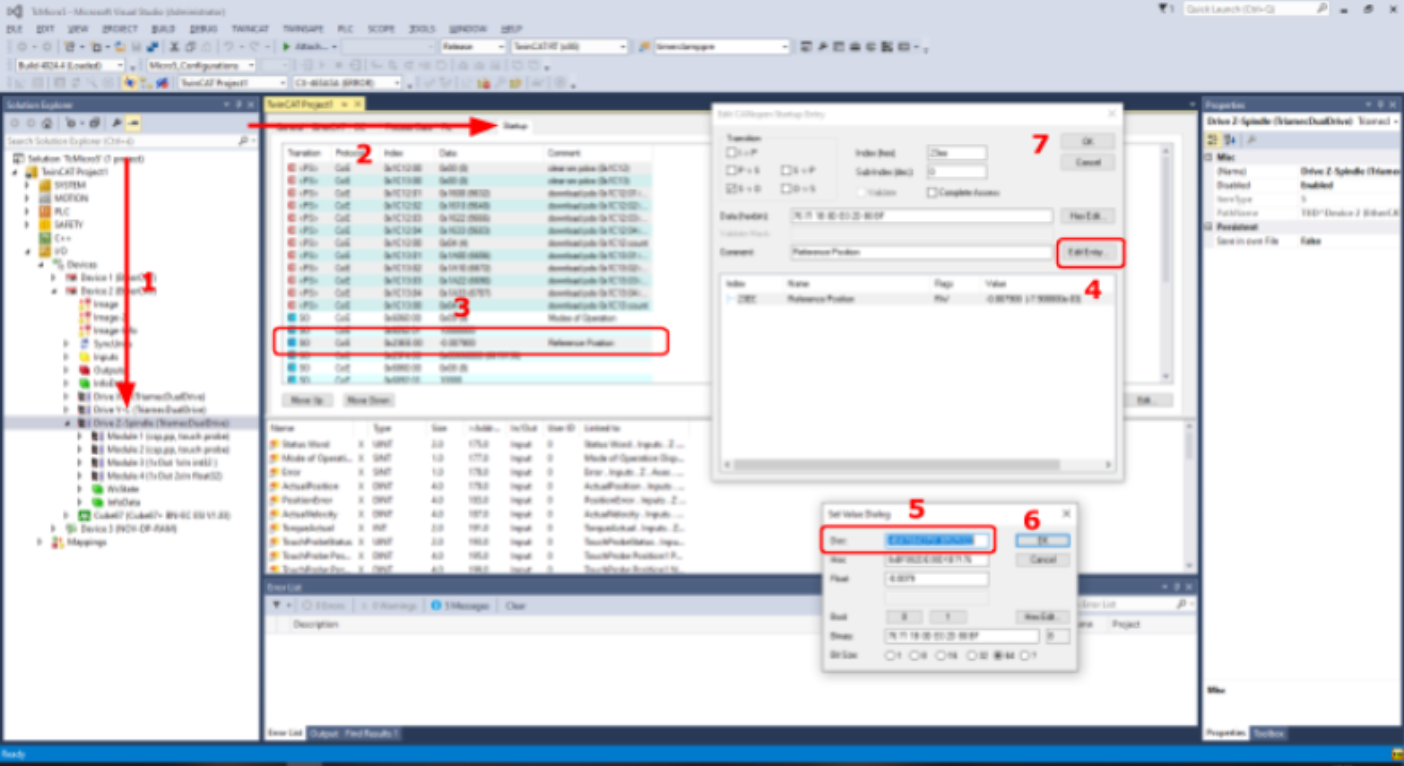
9. Den Wert in TwinCAT eingeben.
9.1. Baumstruktur: TcMicro5 --> TwintCAT Project1 --> I/O --> Devices --> Device 2 (EtherCAT) --> Drive Z-Spindle (TriamecDualDrive) --> Doppelklick
9.2 Registerkarte "Startup"
9.3. Index 0x23EE:00 --> Doppelklick
9.4. Auf "Edit Entry..." klicken.
9.5. Den Wert in Dezimalzahlen eingeben (den aktuellen Wert in diesem Feld nicht beachten).
9.6. Bestätigen.
9.7. Bestätigen.
10. Die Konfiguration in der SPS aktivieren.
11. Das Programm speichern.
12. Ein Werkstück zum Testen bearbeiten und bei Bedarf die Korrektur anpassen.
Momentan sind keine Kommentare vorhanden.