Usinage pièce de contrôle calibration
Usinage pièce de contrôle calibration
La pièce de contrôle calibration est la seule pièce de test permettant de valider le fonctionnement de la Micro5. Le design de cette pièce et le programme d'usinage sont conçus de façon a obtenir des faces de références sur tous les plans afin de pouvoir déterminer les écarts géométriques de la machine. Le protocole de mesure donne les indications claires et permet un diagnostique précis de l'état géométrique des axes de la machine.
Cette pièce est réalisée lors de la validation et de l'acceptation de la machine à la livraison et un rapport de mesure est édité. Ce rapport est fourni avec la machine.
Durant la vie de la machine, il est possible de réaliser cette pièce de calibration afin de vérifier le fonctionnement et la précision de la Micro5. En cas de doute sur la précision de la machine (par exemple après un crash), il est important de valider la calibration des déplacements et des zéros des axes.
L'usinage de la pièce de calibration peux être réalisé de façon autonome directement par le client. La mesure de la pièce nécessite des moyens de contrôle auxiliaires (Mesure tridimensionnelle, par exemple Zeiss DuraMax) . L'interprétation des résultats permet de valider la géométrie et la précision globale de la machine.
Prérequis
Le matériel ainsi que les outils nécessaire sont disponibles sur le shop.
Les outils doivent être montés dans leurs tasseaux, mesurés, préréglées disposés dans le disque porte-outil.
Les décalages et offsets outils doivent avoir étés renseignés au niveau de l'interface.
Le brut doit être monté sur la palette et chargé manuellement directement dans la machine.
La machine doit être en position initiale, sans message d'erreur.
Réglages offsets machine
Pour un cube de laiton neuf d'une hauteur de 35mm monté sur une palette Yerly de 12mm de hauteur:
G54 X=0 Y=0 Z= -37 B=0 C=0Le Z0 du programme est sur la face finie. Prendre 0.5mm en Z pour l'ébauche.
Pour refaire un usinage sur un cube de calibration déjà usiné, ajuster l'offset Z en fonction de votre pièce, activer les arrêts optionnels M1 et lancer que la première opération d'ébauche avec une prise de passe de 0.7mm en Z.
Descendre encore de 0.7mm et lancer le programme complet.
Matériel
Consommable
Note:
- Chaque usinage du bloc de calibration usine sur une profondeur Z de 1.4mm
- Le brut à une hauteur utile de 15mm (hauteur totale 30mm)
Kit calibration
Le kit calibration contient l'ensemble du matériel nécessaire pour réaliser la pièce de calibration.
Outils
T1: Fraise ébauche Ø 1.8mm
/ sortie ↥ ~7.5mmT2: Fraise finition Ø 1.8mm / sortie ↥ ~7.5mm
T3: Fraise à angler 90° Ø 0.6mm / sortie ↥ 7.5mm
T4: Fraise hémisphérique Ø 2.0mm
/ sortie ↥ ~10mm
Note:
- Les outils T1, T2 et T3 montés doivent avoir une longueur proche de 32.5mm et de 35mm pour T4.
Procédure d'usinage
Charger le programme d'usinage et exécuter.
La pièce produite doit être ensuite déchargée, nettoyée et mesurée selon le protocole disponible ci-dessous.
Opérations du programme
Ébauche surfaçage, alésages, contour et fraisage B90 (T1)
Finition surfaçage, alésages (T2)
Finition Y+ C0, C90, C180 et C270
Finition X+ C0, C90, C180 et C270
Finition B90
Chanfreins (T3)
Balayage B40, B30, B15 et B5 (T4)
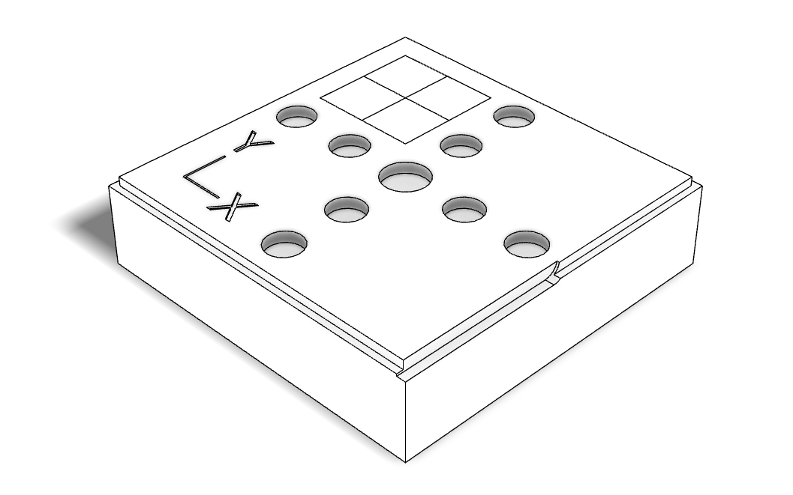
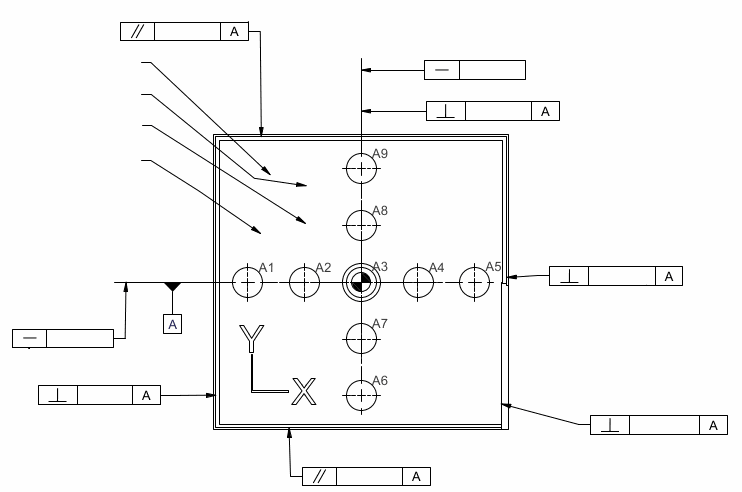
Les finitions Y+ et X+ sont réalisées de manière à obtenir des carrés centrés sur l'axe de rotation C pour déterminer les origines X et Y.
La pièce de calibration usinée selon le programme joint permet de déterminer:
les zéros des axes X et Y en fonction de l'axe de rotation C (référence)
le déport du berceau avec l'usinage B90
la linéarité des déplacements XY avec les entraxes des alésages
l'orthogonalité XY
la linéarité de l'axe C avec les angles des côtés des carrés
Procédure de mesure
La mesure de la pièce de contrôle peut être réalisée à l'aide d'un banc de mesure optique ou d'une machine de mesure tridimensionnelle. Le rapport de mesure fourni avec la Micro5 est réalisé à l'aide d'une MMT Zeiss Duramax.
Prochainement: Programme et instructions de contrôle
Il n'y a aucun commentaire pour le moment.