Gestion CNC
Gestion CNC
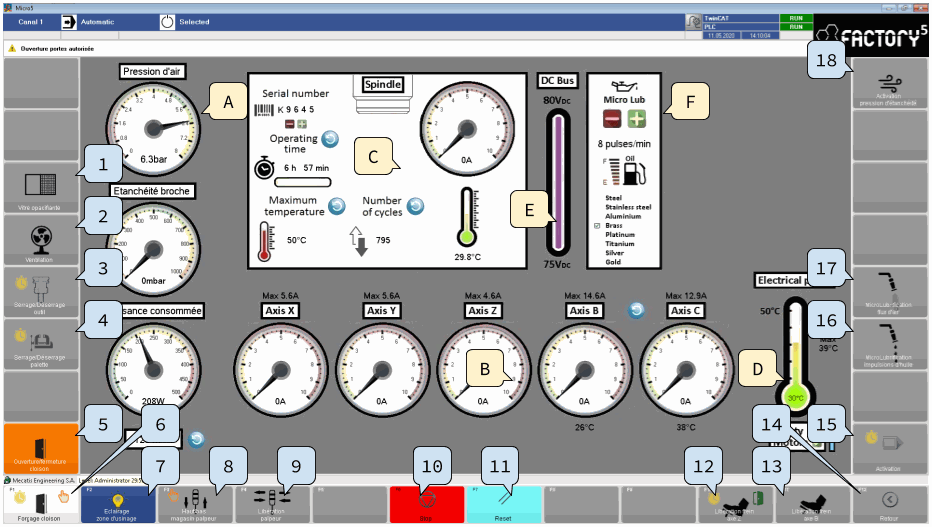
Cette page présente les informations de la partie CNC et permet d'activer les fonctions associées.
Zones
L'écran est divisé en plusieurs parties:
Pression d'air générale: pression mesurée au niveau de l'alimentation de la machine
Valeur nominale: 6 bar (recommandé: 5.5 - 6.5 bar)
Étanchéité broche: pression mesurée au niveau de l'alimentation en air d'étanchéité de la broche
Valeur nominale: 550 mbar (recommandé: 500-600 mbar)
Puissance consommée: puissance instantanée consommée par l'ensemble de la Micro5. La valeur est filtrée à 1 sec.
Consommation totale: la consommation totale de la machine
États des axes:
Valeur instantanée et maximale d'intensité des axes X, Y, Z, B et C
Température des axes B et C
Numéro de série
Heures de fonctionnement
Température actuelle et maximale
Nombre de cycles de chargement/déchargement d'outils
Courant actuel
D) Zone d'affichage de la partie électrique
Température actuelle et maximale de la partie électrique
Le réglage de l'intervalle des impulsions de micro-lubrification (+0)
Le niveau de lubrifiant du réservoir d'huile (+0)
Les matériaux adaptés à l'usinage avec le réglage de lubrification actuel
Liste des fonctions primaires
Vitre opacifiante [+O]: Activation la fonction d'opacification de la vitre de la partie usinage.
Ventilation: Activation de la ventilation de la partie arrière de la zone d'usinage
Activation du tirant de broche (+T): L'activation du tirant de broche permet le chargement d'un outil. Le chargement d'un outil n'est possible que si la machine se trouve dans un état sûr (tous les axes arrêtés...). Cette fonction nécessite un appui prolongé (+T)
Activation du verrouillage de palette (+T): Le verrouillage de la palette active le système de blocage en position du support de palette (Yerly) de l'axe C. Cette fonction nécessite un appui prolongé (+T)
Ouverture/fermeture cloison:
 Active l'ouverture de la cloison de séparation entre la partie usinage et la partie stockage. Les conditions d'ouverture doivent êtres remplies (portes fermés, pas de mouvements CNC ou SCARA...)
Active l'ouverture de la cloison de séparation entre la partie usinage et la partie stockage. Les conditions d'ouverture doivent êtres remplies (portes fermés, pas de mouvements CNC ou SCARA...)Forçage cloison (+T)(+S) [F1]:
 Active l'ouverture de la cloison de séparation entre la partie usinage et la partie stockage. Les conditions d'ouverture ne doivent pas nécessairement êtres remplies (portes fermés, pas de mouvements CNC ou SCARA...) Cette fonction nécessite un appui prolongé (+T). Cette fonction nécessite une validation (+S)
Active l'ouverture de la cloison de séparation entre la partie usinage et la partie stockage. Les conditions d'ouverture ne doivent pas nécessairement êtres remplies (portes fermés, pas de mouvements CNC ou SCARA...) Cette fonction nécessite un appui prolongé (+T). Cette fonction nécessite une validation (+S)Eclairage zone d'usinage [F2]: Active l'éclairage de la zone d'usinage
Haut/bas magasin palpeur [F3]: Active la translation du magasin palpeur vers le bas
Libération palpeur [F4]:

 Active la libération du tirant du magasin palpeur
Active la libération du tirant du magasin palpeurStop [F6]: Interruption du cycle en cours
Reset [F7]: Réarment des commandes et remise à zéro des erreurs
Libération frein axe Z [F10]: Désactive le frein de l'axe Z de la partie CNC.
Libération frein axe B [F11]: Désactive le frein de l'axe B de la partie CNC.
Retour [F12]: Lien vers la page principale
Activation: Activation des axes de la partie CNC
Microlubrification impulsion d'huile
Microlubrification flux d'air
Activation pression d'étanchéité: Activation de la pression d'étanchéité de la broche et des axes de la CNC

Magasin palpeur
Lorsque le palpeur n'est pas utilisé, boucher le connecteur femelle avec le connecteur mâle fixé à la cabine.
Le palpeur ne doit pas être utilisé en chargement automatique lorsque de l'huile est utilisée !
Le magasin palpeur ne doit pas rester sans outil durant une durée prolongée (>10min)
Le palpeur n'est pas adapté à un usage à l'huile.
Pression d'étanchéité
La broche et les axes sont alimentés en air comprimé afin de garantir une pression positive des parties sensibles. Cette pression permet de maintenir les impuretés (contaminants, huiles, copeaux, poussière, particules...) hors des zones sensibles. Pour la broche, cette pression a également un effet de refroidissement interne de ces composants. Il est nécessaire de conserver une pression d'étanchéité suffisante afin d'éviter une détérioration des composants sensibles de la Micro5.

Risque de pincement, d'écrasement
La cloison ne doit être actionnée de manière manuelle que si aucun obstacle n'est présent au niveau de sa trajectoire. Avant d'effectuer un mouvement, il est nécessaire de s'assurer que les portes soient correctement fermés et que tous les protecteurs soit en place. Si une intervention nécessite d'introduire les mains dans la zone d'usinage ou la zone de stockage, il faut couper les énergies à l'aide des sectionneurs pneumatiques et/ou électriques).
Liste des fonctions secondaires [+CTRL]

Nettoyage tirant broche: Activation de la fonction de soufflage du cône de la broche.
Nettoyage posage palette: Activation de la fonction de soufflage du système de verrouillage de palette (Yerly) de l'axe C.
Cacuum (+0): Activation de la fonction de génération de vide.
E/S Etats: Lien vers la page de visualisation des entrées/sorties API
Microlubrification purge
Huile entière activation
Il n'y a aucun commentaire pour le moment.