Prise de référence sur pièce
Prise de référence sur pièce
Moyens pour la prise de référence pièce
1) Palpeur pièce
Le palpeur pièce existe en 2 versions. Soit on le monte en broche manuellement, soit il est stocké dans un magasin palpeur, qui permettra au robot scara de l’amener en broche, comme un porte-outil.
Au niveau des cycles de palpages, c’est similaire aux autres machines utilisant ce genre de palpeur. Par exemple, nous pouvons mesurer un diamètre (intérieur ou extérieur) en 3 ou 4 points, un rayon, un carré-rectangle, orienter une arête en Y ou X, palpeur une hauteur en Z, etc. les codes peuvent être intégrés directement dans la FAO.
Lien: Utilisation du palpeur
2) Positionnement par goupilles (pleines ou fendues)
Par exemple, pour positionner une barquette, nous pouvons ajuster 2 tenons qui vont venir la positionner. Tout dépend de la précision recherchée, l’ajustement sera plus ou moins précis. Nous pouvons également venir palper les alésages de la barquette par la suite, pour une correction angulaire par exemple. Ces illustrations représentent un usinage en sus-sous, mais nous pouvons très bien tailler une palette standard Yerly, pour de la reprise de pièce par exemple.
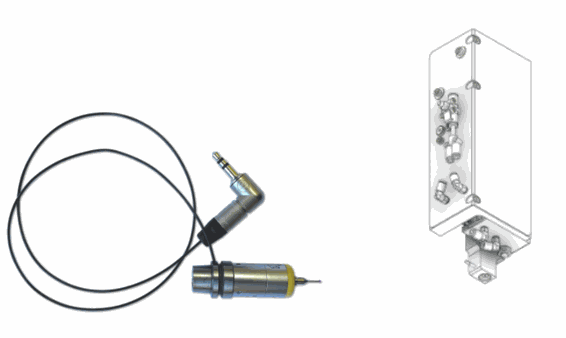
3) Centrage à l’aide d’une lunette optique
Le centrage peut également se faire avec des appareils optiques qui sont montés en broche. Il y a 2 versions différentes. Soit un dispositif où l’opérateur regarde avec son oeil dans la visée (comme un monoculaire), soit une version avec câble USB, avec lequel on peut afficher l’image sur l’écran de la machine. Ces systèmes sont utilisés dans des cas où la bille du palpeur est trop grande pour passer dans un alésage, par exemple. Typiquement, une indexation de cadran.

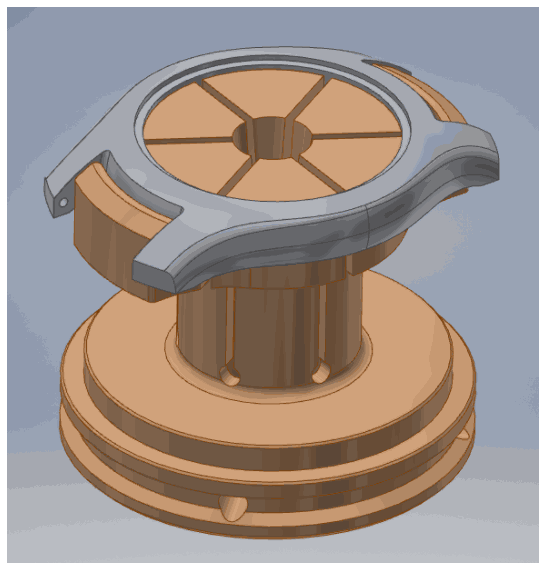
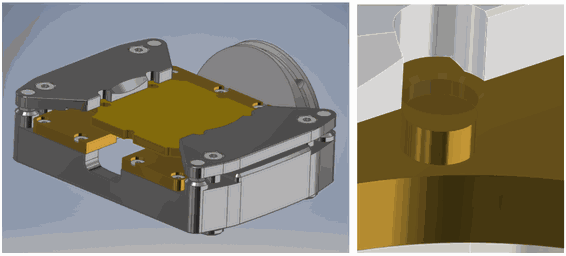
4) Usinage du négatif de la pièce dans une pince Ottet
L’usinage d’une pince Ottet permet d’être indexé selon la forme de la pièce. Dans la majorité des cas, on sera centré en X0 et Y0. Par la suite, lors du montage de la pièce, l’origine sera donc conservée au centre.
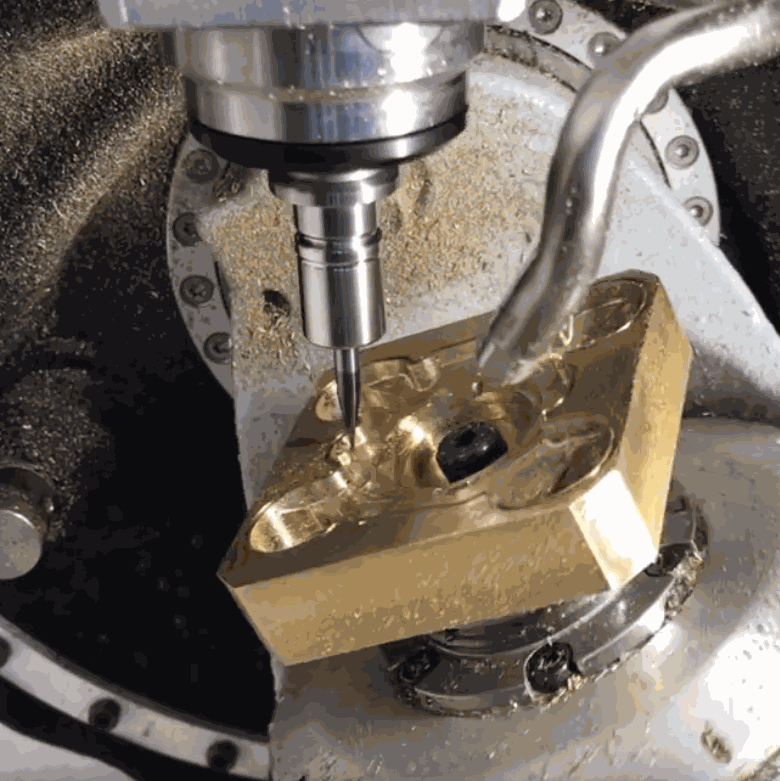
5) Prise d’origine avec une fraise
Comme sur toutes autres machines, il y a toujours la possibilité de venir toucher la surface d’une pièce avec une fraise, en descendant micron par micron, jusqu’à faire une petite marque sur la pièce. Ceci peut être un inconvénient dans certains cas, car on fait une marque sur la pièce. Pour pallier ce phénomène, on peut mettre des cales étalon entre l’outil et la pièce.

6) Prise de hauteur avec un “Base master” (palpeur de hauteur)
Pour la prise de hauteur en Z, il y a ce petit dispositif qui permet de venir appuyer le nez de la broche contre, ce qui allume une petite diode quand le contact se fait.
7) Mesure de hauteur avec comparateur Sylvac
Nous pouvons mesurer la hauteur complète du posage + pièce à l’aide du comparateur Sylvac (ou autre moyen de mesure ! ). La face d’appui palette sur la cartouche Yerly est réglée à Z-84.000mm. Il suffit donc d’ajouter la hauteur posage+pièce afin de déterminer l’offset de la pièce.

8) Mesure théorique via la CAO
Dans le cas d’usinage sus-sous par exemple, nous utilisons la valeur théorique des points de pivot (hauteur appui palette -> centre axe B = 18.6mm) et (hauteur centre axe B -> Z0 machine = 65.4mm). Cela nous donne un point de départ pour le réglage. Pour avoir la valeur précise, il faut utiliser la valeur effective des points de pivot machine. Ces valeurs varient de quelques centièmes, dû à un empilement de pièces donc de tolérances.
Évaluation
Il n'y a aucun commentaire pour le moment.