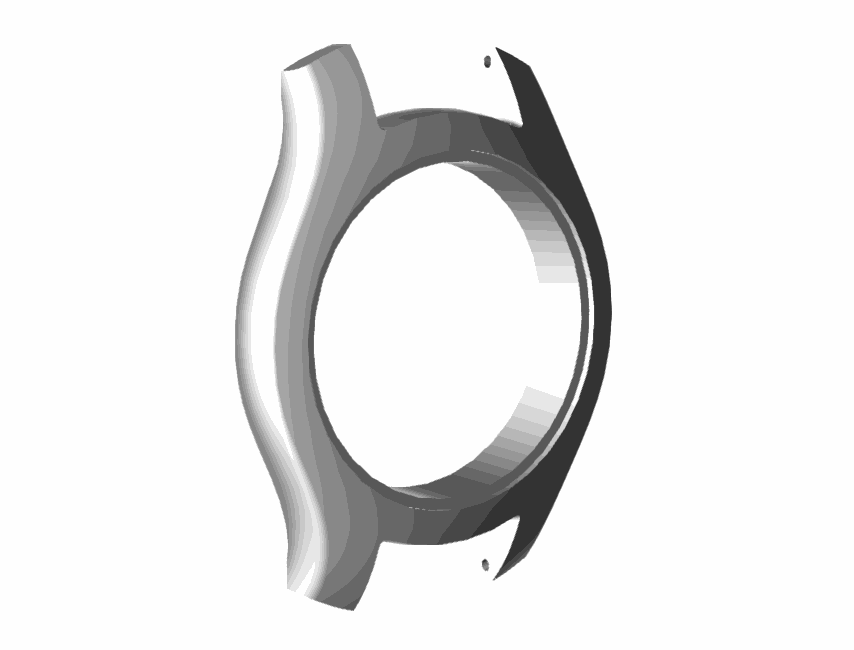
Usinage carrure de démo
Usinage carrure de démo
Fichiers


Préparation
Télécharger les dossiers Offsets et Tools depuis le drive.
Il faut les placer dans le répertoire C:/System/HMI de la machine.
Ensuite, via le HMI de la Micro5, aller à la page Offsets puis cliquer sur Charger
 (I).
(I). Aller ensuite sur la page des outils et cliquer également sur charger. Ainsi les offsets et la liste d’outils pour l’usinage de cette carrure sont déjà renseignés.
IMPORTANT
Il faudra modifier les longueurs d’outils avec les nouvelles valeurs que vous aurez mesuré. !!
Remarques:
Il y a 2 dossiers contenant les programmes d’usinage, selon que vous avez une Micro5 V1 ou V2
Pour rappel le sens de basculement de l’axe B est différent d’une version à l’autre)
Procédure
1) Télécharger les fichiers NC et les placer dans le dossier C:/NC de la machine.
2) Serrer une rondelle brute (Ø22.5/Ø40 épaisseur 6mm) dans le posage prévu à cet effet (pince Ottet avec portée Ø22.5mm)
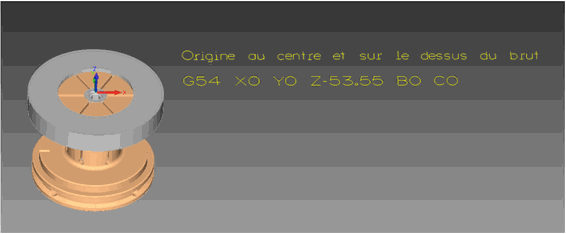
3) Lancer le programme Demo_Carrure_A_Inox.nc.
Ce programme utilise l’origine G54  (I).
(I).
4) Une fois le premier côté terminé, desserrer la pièce et la resserrer dans le 2ème posage prévu à cet effet (Pince Ottet avec forme pour entre-cornes). La partie usinée précédemment se trouve vers le bas.
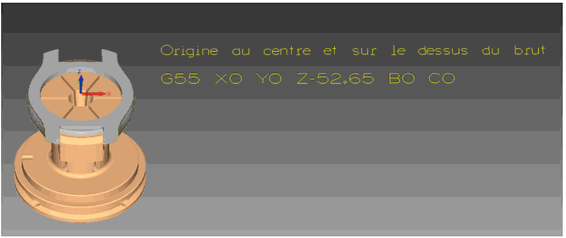
5) Lancer le programme Demo_Carrure_B_Inox.nc.
Ce programme utilise l’origine G55 (I).
6) Une fois celui-ci terminé, la carrure est finie. Vous pouvez réutiliser le 2ème posage et mettre la carrure à l’endroit, pour ajouter des usinages ultérieurs sur la carrure (gravage, sertissage, etc)
7) Il y a un programme "Demo_Carrure_C_Inox_Sertissage.nc" qui vient effectuer une préparation au sertissage sur la carrure.
Celui-ci doit encore être optimisé au niveau des vitesses de coupe. L’origine utilisée pour celui-ci est le G56 (I) et la hauteur Z est prise sur le plat du logement de Ø24mm
4) Une fois le premier côté terminé, desserrer la pièce et la resserrer dans le 2ème posage prévu à cet effet (Pince Ottet avec forme pour entre-cornes).
La partie usinée précédemment se trouve vers le bas.

Avertissement (I)
Renseigner les offsets via le programme. Ainsi on enlève un risque de lancer le programme avec un mauvais offset, si l’opérateur n’a pas chargé la liste des offsets.
Il n'y a aucun commentaire pour le moment.