Remplacement de la broche
Remplacement de la broche
Prérequis
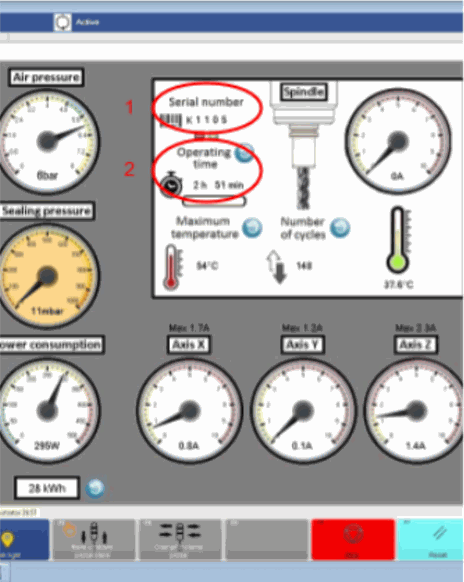
Relever les heures de fonctionnement de la broche (écran "CNC") ainsi que le numéro de série (Kxxxx) de la broche à déposer.
Relever le numéro de série de la nouvelle broche gravé sur le côté.
L'axe Z doit être positionné au maximum bas.
La porte de la zone d'usinage doit rester ouverte.
La machine doit être hors tension.
Le capot arrière doit être déposé (lien).
Le capot supérieur doit être déposé (lien).
Marquer la position angulaire de la broche à l'aide d'un feutre afin de repérer sa position et d'éviter absolument de la faire tourner dans son logement.
Précautions

Le système doit être hors tension.
Le retrait du capot expose les personnes à des risques de pincement et d'écrasement au niveau des parties mécaniques en mouvement.
Le retrait du capot expose les personnes à des risques de choc électrique.
Éviter de contaminer le logement de montage de la broche:
La zone d'usinage doit être propre: aspirer tous les copeaux d'usinage dans l'ensemble de la zone d'usinage, y.c. dans la partie supérieure. Nettoyer la zone d'usinage à l'aide d'un pinceau et d'un aspirateur. Éviter de frotter les parties transparentes (polycarbonate) au risque de les rayer.
La zone d'usinage doit être sèche: éliminer les résidus dans l'ensemble de la zone d'usinage, y.c. dans la partie supérieure à l'aide d'un chiffon doux en tamponnant. Éviter de frotter les parties transparentes (polycarbonate) au risque de les rayer.
S'assurer que le logement de la broche est parfaitement propre et sec avant de procéder à son montage.
Ne jamais faire tourner la broche dans son logement. La rotation de la broche dans son logement ou l'insertion dans une position incorrecte entraîne le sectionnement des fils de liaison de la sonde de température.
Manipuler la broche avec précaution. Manipuler avec précaution, éviter les chocs, éviter de tirer sur les raccords flexibles et les câbles.
Les connecteurs sont indémontables.
Le démontage de la broche doit être suivi d'une mesure et d'une correction de la hauteur de broche (lien).
Marche à suivre
Démontage
Armoire électrique
1. Ouvrir l'armoire électrique, repérer le boîtier de conversion des signaux et déconnecter l'interface -XXX en dévissant la bague de verrouillage puis en tirant le connecteur.
Ne pas tirer sur le câble.
Le connecteur est indémontable.

Partie arrière de la zone d'usinage
2. Démonter le passe-cloison et retirer le câble et le connecteur.
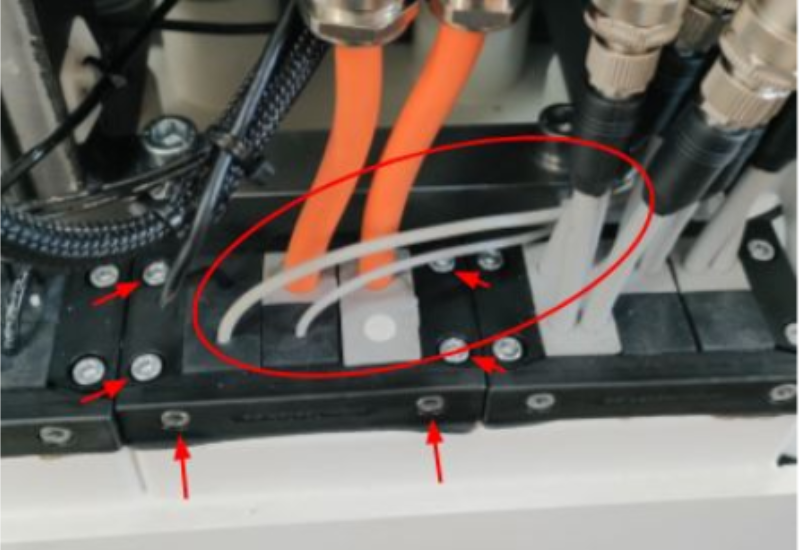
3. Couper les brides plastiques et retirer la gaine spirale de l'ensemble des conducteurs et flexibles de la broche.

4. Repérer et déconnecter les conducteurs de la broche sur le bornier X5 bornes 11-12-13-PE+blindage

Zone d'usinage
5. Déposer les flexibles du dissipateur thermique.

6. Démonter le dissipateur thermique complet
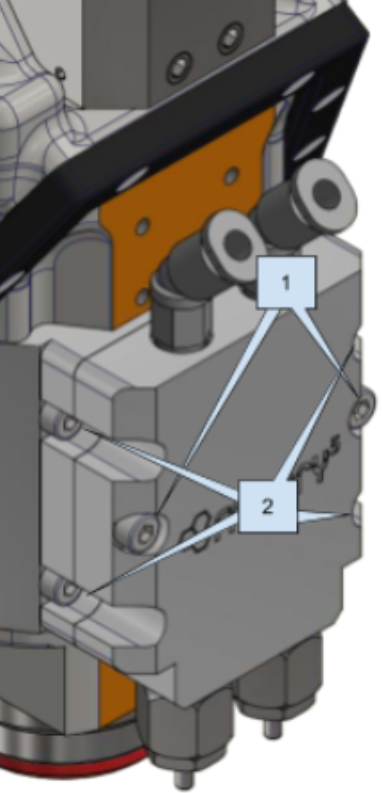
Démonter les vis (2) de la plaque de blocage de la broche sans démonter la partie supérieure (1) du dissipateur.
Partie arrière de la zone d'usinage
7. Retirer la broche de son logement en la tirant vers le haut (éventuellement à l'aide d'une seconde personne en la poussant depuis la zone d'usinage) SANS LA FAIRE TOURNER DANS SON LOGEMENT.
8. Repérer les flexibles pneumatiques et les déconnecter.
9. Déposer la broche sur un support stable. Réunir délicatement les câbles (p.ex. dans une pochette plastique) afin de ne pas les endommager. Emballer soigneusement la broche dans un papier-bulle et avec sa documentation (certificats, etc.).
Montage
1. Déballer et inspecter la broche (état général, impacts, état des conducteurs et des connecteurs). Relever le numéro de série (Kxxxx) et vérifier que le certificat soit joint à la broche.
2. S'assurer que le logement de la broche ainsi que l'ensemble de la zone d'usinage soient parfaitement propres et secs avant de procéder à son montage.

3. Repérer le sens de montage de la broche, si nécessaire, faire une marque au feutre au niveau de la face avant. NE PAS TOURNER LA BROCHE DANS SON LOGEMENT. Cette marque doit être maintenue durant toute la procédure en direction de l'avant de la machine. Si nécessaire, faire appel à une seconde personne.
Partie arrière de la zone d'usinage
4. Connecter les flexibles pneumatiques en respectant leur fonction (V/schéma).
Zone d'usinage
6. Remonter le dissipateur thermique sans le serrer.
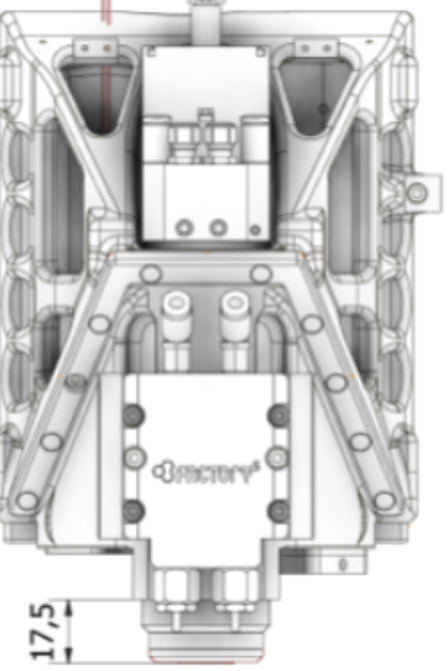
7. Positionner la broche afin que la distance entre la face inférieure du logement de broche et son extrémité soit = 17.5mm
8. Serrer la plaque de blocage de la broche (1) et le dissipateur thermique (2) à 2.1 Nm.
9. Connecter les flexibles d'alimentation du dissipateur thermique.
Partie arrière de la zone d'usinage
10. Passer le connecteur dans le passe-cloison en faisant cheminer le câble à gauche de l'ensemble des bornes.
11. Connecter les fils d'alimentation de la broche au bornier X5, bornes XX XX XX selon le schéma.
12. Regrouper les flexibles et les câbles de la broche à l'aide de gaine spirale et brider l'ensemble. (Si l'option MicroLubrification est présente, inclure le flexible au groupe).
13. Assembler le passe-cloison.
14. Monter le capot arrière de la machine.
Armoire électrique
15. Connecter au boîtier de conversion des signaux la prise de la broche et la verrouiller en faisant tourner la bague dans le sens horaire. Brider le câble correctement.
16. Fermer et verrouiller l'armoire électrique.
17. Effectuer une correction de la hauteur de broche. (lien)
Vérifications, tests et essais
1. réaliser un cycle de rodage de la broche selon les préconisations du fabricant.
2. Dans tous les cas, vérifier le fonctionnement normal (absence de bruit suspect, échauffement progressif et limité à maximum 55°C...) en activant manuellement la rotation de la broche par paliers successifs de vitesse (10'000...60'000min-1).
3. Vérifier le sens de rotation de la broche (si nécessaire fixer un morceau d'adhésif à un porte-outil vide et actionner brièvement la broche)
4. Mettre à jour le numéro de série de la broche au niveau de l'interface (HMI)
4.1 Si nécessaire, modifier le fichier pour changer le K en L pour les n° de série des broches :
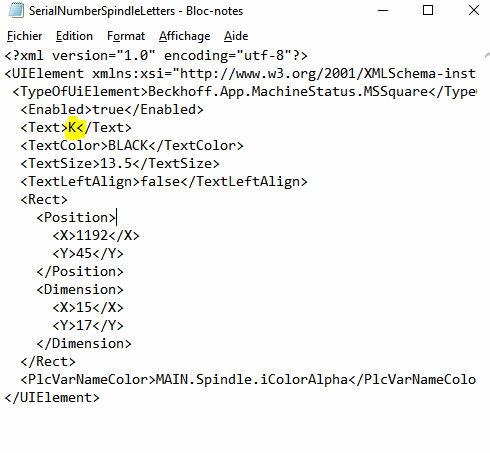
Broches avec un SN Lxxxx
Si nécessaire, modifier le fichier pour changer le K en L pour les n° de série des broches :
path : .\HMI\System\MachineStatus_CNC
file : SerialNumberSpindleLetters.xml
Il n'y a aucun commentaire pour le moment.