Spindle height adjustment
Spindle height adjustment
Spindle height correction is mandatory after the spindle has been replaced (link). It may also be necessary to check this height after a collision or if there are problems with machining accuracy in the Z axis.
Prerequisites
3. The axes must be activated.

4. The authorization to open the doors between operations must be activated.
Precautions
Do not rotate the spindle
Do not run programs in automatic mode, stay in manual mode.
Maintain very low feed rates
Do not compress the BMM20 sensor by more than 2 mm (maximum stroke)
Procedure
1. Perform initial referencing..
2. Open the door to the machining area and install the BMM20 sensor on a measured pallet. Test the sensor by pressing lightly on the top of the sensor; the green light should come on.

3. Ensure that no tools are installed in the spindle, the spindle tie rod must be deactivated (retracted), the pallet must be locked on the cradle and the sensor installed, centered on the pallet, the X and Y axes must be in the center.
4. Close the door and lower the Z axis in manual mode in 0.1 mm steps until the sensor is activated (green light).
5. Set the feed step to 0.01 mm and move up until the sensor is deactivated.
6. Set the feed step to 0.001 mm and move down until the sensor is activated..
7. Read the displayed value.
Calculate the height correction:
Measured value - Height BMM20 - Measured pallet height = Correction
Ex:
8. Open a copy of the solution for the target system.
Note: To keep a history of the versions, apply the following method:
8.1. Locate the solution corresponding to the target system in its latest version.
8.2. Create a copy of the complete file.
8.3. Rename this folder and add the current date.
8.4. Open this solution and make the changes.
8.5. Register the solution and if necessary, enter the release notes
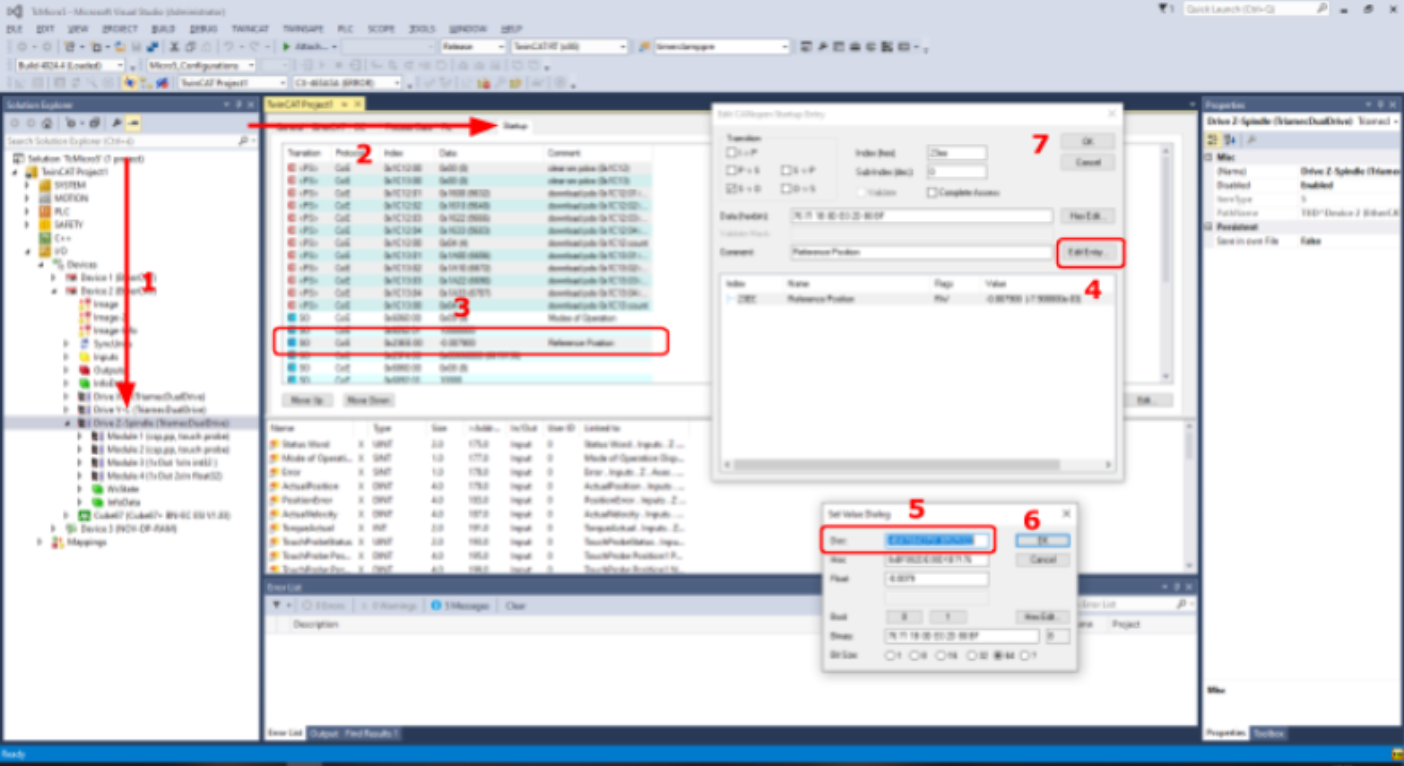
9. Enter the value in TwinCAT
9.1. Tree structure: TcMicro5 --> TwinCAT Project1 --> I/O --> Devices --> Device 2 (EtherCAT) --> Drive Z-Spindle (TriamecDualDrive) --> Double-click
9.2 "Startup" tab
9.3. Index 0x23EE:00 --> Double-click
9.4. Click on "Edit Entry..."
9.5. Enter the value in decimal (ignore the current value in this field)
9.6. Validate
9.7. Validate
10. Activate the configuration on the PLC.
11. Save the program.
12. Machine a test piece and adjust the correction if necessary.
There are no comments for now.