Palpeur
Palpeur
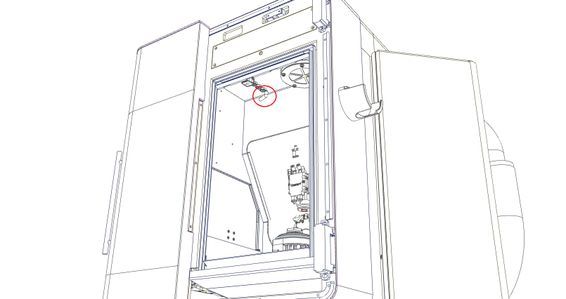
Le palpeur automatique (option) permets de stocker à l'intérieur de la cabine d'usinage un palpeur filaire et de le charger, à l'aide du SCARA, dans la broche d'usinage afin de réaliser des mesure par palpage. L'ensemble est fixé en haut à gauche dans la cabine d'usinage et relié à la Micro5 par un connecteur.
Le palpeur peut également être utilisé sans chargement automatique. Il doit alors être installé dans la broche manuellement par l'opérateur. Le fonctionnement reste identique.
Branchement
Le palpeur se branche sur le connecteur femelle situé sur la paroi supérieure de la cabine d'usinage. Lorsque le palpeur n'est pas utilisé, boucher le connecteur femelle avec le connecteur mâle fixé à la cabine.

Remarque importante
Lorsque le palpeur n'est pas utilisé, boucher le connecteur femelle avec le connecteur mâle fixé à la cabine.
Le palpeur ne doit pas être utilisé en chargement automatique lorsque de l'huile est utilisée !
Le magasin palpeur ne doit pas rester sans outil durant une durée prolongée (>10min)
Le palpeur n'est pas adapté à un usage à l'huile.
Utilisation du palpeur
L'utilisation du palpeur nécessite le chargement du fichier de cycle de palpage. Ce fichier doit être transféré sur la Micro5, dans le dossier C:\nc\process\
La suite de l'article reprends les fichiers d'exemple pour illustrer et expliquer l'utilisation du palpage.
Cycle de palpage V1.0
Fichier de cycle à télécharger et placer dans le dossier C:\nc\process\
Télécharger
Exemples d'utilisation
Fichier d'exemple à télécharger et placer dans le dossier C:\nc\
Les séquences de palpage sont prévues pour être lancées sur une pièce de calibration 40x40mm usinée et avec l'offset G54 réglé pour avoir le Z0 sur la face supérieure.
Télécharger
Important
Le palpeur doit être calibré lors de la première utilisation (deux calibrations : X/Y et Z)
Le palpeur doit toujours être monté à la même orientation pour que la calibration soit correcte
En mode manuel: Face à l'opérateur
Sans magasin: Face à l'opérateur
Avec le magasin: à l'opposé
Le palpeur doit toujours avoir le numéro d'outil 999
le palpeur étant un élément fragile, réduire les avances lors de vos premiers palpages <10%
Conditions de démarrage
L'approche et l'offset à utiliser doivent être ajoutés manuellement avant d'appeler un cycle de palpage
Configurer la longueur du palpeur (approximative) Laisser le rayon d'outil à 0.
Configurer l'offset et l'activer avant de lancer le cycle de palpage
Plusieurs cycles de palpage sont prévus dans la macro fournie. Ils sont configurés grâce aux paramètres accompagnant l'appel de la macro.
Cycles disponibles
Calibration palpeur XY (besoin d'un alésage centré sur X0 Y0) et longueur
Alésage / Poche carrée et rectangle
--> Indique le centre (Réglage offset XY en option)
Bossage rond / carré / rectangle
--> Indique le centre (Réglage offset XY en option)
Mesure hauteur Z
--> Indique la hauteur (Réglage offset Z en option)
Coin XYZ
--> Coordonnées du coin (Réglage offset XYZ en option)
Orientation C
--> Indique erreur orientation C (Offset C en option)
Fonctionnement modal
Tous les cycles (en dehors de la calibration du palpeur XY la calibration de longueur) peuvent être lancé en mode MODAL.
Cela permet de ré exécuter le cycle après chaque déplacement XY.
Utile pour exécuter plusieurs cycles identiques à différentes positions XY
Il faut ajouter:
MODAL_MOVE dans la liste de paramètre du cycles
#DISABLE MODAL CYCLE après la dernière occurrence du palpage
La machine doit être positionnée en XY avant d'appeler le cycle et les paramètres @P1 et @P2 ne doivent pas être défini.
Si un autre paramètre de configuration du cycle doit être changé pour une nouvelle itération du cycle, le mode MODAL n'est pas utilisable.
ATTENTION
Il faut récupérer les valeurs palpées dans des variables distinctes à chaque mesure si elles doivent être utilisées plus tard pour des calculs.
--> Voir l'exemple "MesureZ" pour le calcul de la moyenne de 4 mesures Z
Approche manuelle
Pour les cycles d'alésages/bossages, mesure de hauteur et coins, il est possible d'approcher le palpeur en XY manuellement et de lancer ensuite le cycle sans les paramètres @P1 et @P2. La position XY au démarrage du cycle sera prise comme position de référence.
ATTENTION
L'offset Z et l'outil doivent être correctement configurés.
Il peut être nécessaire d'augmenter les paramètres de courses d'approche (@P9) et sur-course de mesure (@P10).

Remarque
Le palpeur est appelé par le cycle de palpage automatiquement lorsque le magasin de palpeur est présent.
Si le magasin n'est pas présent, le cycle demande de le monter manuellement. --> S'il est déjà monté cette étape est directement quittancée
Avec le paramètre optionnel @P49=1 il est possible de forcer un fonctionnement manuel
Les textes ci-dessous sont sélectionnables ("Ctrl+C" / "Ctrl+V")
Calibration longueur palpeur
; Calibration longueur palpeur sur la face de référence Yerly
L CYCLE [NAME=Probing.cyc \
@P1=10 \; Position X absolue (option)
@P2=-10 \; Position Y absolue (option)
@P3=0 \; Position Z absolue surface
@P4=1 \; Degagement Z relatif
@P9=0.25 \; Course premesure
@P10=2 \; Surcourse premesure/mesure
@P11=10 \; Vitesse avance mesure
@P49=0 \; 0 Montage palpeur auto si magasin, 1 montage manuel seulement (optionnel, defaut = 0)
@P50=101 \; Type de mesure Calibration longueur palpeur
]
Calibration palpeur XY
; Calibration decentrage bille
L CYCLE [NAME=Probing.cyc \ ; Calibration palpeur XY
@P1=0 \; Position X absolue (option)
@P2=0 \; Position Y absolue (option)
@P3=0 \; Position Z absolue surface
@P4=1 \; Degagement Z relatif
@P5=-0.5 \; Hauteur mesure Z relatif a la surface
@P6=4 \; Diametre
@P8=1 \; Diametre bille palpeur
@P9=0.25 \; Course premesure
@P10=2 \; Surcourse premesure/mesure
@P11=10 \; Vitesse avance mesure
@P49=0 \; 0 Montage palpeur auto si magasin,
\; 1 montage manuel seulement (optionnel, defaut = 0)
@P50=100 \; Type de mesure 100 = calibration palpeur
]
; Affiche resultat sur le HMI
#MSG SYN HMI["Calibration: X: %fmm, Y: %fmm", V.P.OffX, V.P.OffY]
; Ecrit le resultat dans fichier texte
#MSG SAVE EXCLUSIVE["Calibration: X: %fmm, Y: %fmm", V.P.OffX, V.P.OffY]
Alésage / poche carrée ou rectangle
G0 X0 Y0 ; Prepositionner pour MODAL_MOVE uniquement
L CYCLE [NAME=Probing.cyc \
@P1=0 \; Position X centre (supprimer pour MODAL_MOVE)
@P2=0 \; Position Y centre (supprimer pour MODAL_MOVE)
@P3=0 \; Position Z absolue surface
@P4=1 \; Degagement Z relatif
@P5=-0.5 \; Hauteur mesure Z relatif a la surface
@P6=4 \; Dim X alesage
@P7=4 \; Dim Y alesage (seulement si different de @P6)
@P8=1 \; Diametre bille palpeur
@P9=0.25 \; Course premesure
@P10=1 \; Surcourse premesure/mesure
@P11=10 \; Vitesse avance mesure
@P40=0 \; Offset à renseigner G54=1, G55=2, ...
@P45=0 \; Pas de sauvegarde interne au cycle
@P49=0 \; 0 Montage palpeur auto si magasin,
\; 1 montage manuel seulement (optionnel, defaut = 0)
@P50=0 \; Type de mesure alesage
;MODAL_MOVE \; Seulement pour mode modal
]
V.P.X3 = V.P.PosMesX ; Position X
V.P.Y3 = V.P.PosMesY ; Position Y
V.P.Circ3 = V.P.Circ ; Circularite
#MSG SYN HMI["Centre 3: X: %fmm, Y: %fmm", V.P.X3, V.P.Y3] ; Affiche sur le HMI
#MSG SAVE EXCLUSIVE["Centre 3: X: %fmm, Y: %fmm", V.P.X3, V.P.Y3] ; Ecrit dans fichier texte
G0 X-15 Y0 ; Positionne pour 2e cycle
V.P.X1 = V.P.PosMesX - V.P.X3 ; Calcul delta X
V.P.Y1 = V.P.PosMesY - V.P.Y3 ; Calcul delta Y
V.P.Circ1 = V.P.Circ ; Circularite
#MSG SYN HMI["Centre 2: X: %fmm, Y: %fmm", V.P.X1, V.P.Y1] ; Affiche sur le HMI
#MSG SAVE EXCLUSIVE["Centre 1: X: %fmm, Y: %fmm", V.P.X1, V.P.Y1] ; Ecrit dans fichier texte
#DISABLE MODAL CYCLE
Bossage rond / carré / rectangle
L CYCLE [NAME=Probing.cyc \ ; Centre cube @P1=0 \; Position X absolue (option) @P2=0 \; Position Y absolue (option) @P3=0 \; Position Z absolue surface @P4=1 \; Dégagement Z relatif @P5=-2 \; Hauteur mesure Z relatif à la surface @P3 @P6=40 \; Dimension X @P7=40 \; Dimension Y (seulement si different de @P6) @P8=1 \; Diametre bille palpeur @P9=1 \; Course prémesure @P10=2 \; Surcourse prémesure/mesure @P11=10 \; Vitesse avance mesure @P40=0 \; Offset à renseigner G54=1, G55=2, ...
@P45=0 \; Pas de sauvegarde interne au cycle
@P49=0 \; 0 Montage palpeur auto si magasin, \; 1 montage manuel seulement (optionnel, defaut = 0)
@P50=1 \; Type de mesure bossage;MODAL_MOVE \; Seulement pour mode modal] V.P.CentreX = V.P.PosMesX ; Position X V.P.CentreY = V.P.PosMesY ; Position Y ;V.P.Circ3 = V.P.Circ ; Circularite ; Affiche resultat sur le HMI #MSG SYN HMI["Centre Cube: X: %fmm, Y: %fmm", V.P.CentreX, V.P.CentreY] ; Ecrit le resultat dans fichier texte #MSG SAVE EXCLUSIVE["Centre Cube: X: %fmm, Y: %fmm", V.P.CentreX, V.P.CentreY]
Mesure Z
G0 X35/2 Y35/2 ; Prepositionner pour MODAL_MOVE uniquement L CYCLE [NAME=Probing.cyc \ ; Mesure Z1 @P1=0 \; Position X (supprimer pour MODAL_MOVE) @P2=0 \; Position Y (supprimer pour MODAL_MOVE) @P3=0 \; Position Z absolue surface @P4=1 \; Dégagement Z relatif @P9=1 \; Course prémesure @P10=2 \; Surcourse prémesure/mesure @P11=10 \; Vitesse avance mesure @P12=90 \; Orientation mesure C 0 +X, 90 +Y, 180 -x, 270-Y @P40=0 \; Offset à renseigner G54=1, G55=2, ...
@P45=0 \; Pas de sauvegarde resultat interne au cycle @P49=0 \; 0 Montage palpeur auto si magasin, \; 1 montage manuel seulement (optionnel, defaut = 0) @P50=10 \; Type de mesure Z ;MODAL_MOVE \; Seulement pour mode modal ] V.P.MesZ1 = V.P.PosMesZ G0 X-35/2 Y35/2 ; Mesure Z2 V.P.MesZ2 = V.P.PosMesZ G0 X-35/2 Y-35/2 ; Mesure Z3 V.P.MesZ3 = V.P.PosMesZ G0 X35/2 Y-35/2 ; Mesure Z4 V.P.MesZ4 = V.P.PosMesZ ; Affiche resultat sur le HMI #MSG SYN HMI["Z Moyen: %fmm", [V.P.MesZ1 + V.P.MesZ2 + V.P.MesZ3 + V.P.MesZ4]/4] ; Ecrit le resultat dans fichier texte #MSG SAVE EXCLUSIVE["Z Moyen: %fmm", [V.P.MesZ1 + V.P.MesZ2 + V.P.MesZ3 + V.P.MesZ4]/4]
Vérification du palpeur
Afin de garantir un niveau de précision maximum, chaque élément doit être parfaitement monté et utilisé. Le palpeur est un élément sensible, son montage correct garantit son bon fonctionnement et un résultat précis.
Le palpeur est monté sur un tasseau adapté au standard utilisé sur la Micro5. Il est ainsi possible de le monter dans le cône de la broche ainsi que dans le magasin palpeur (Option).
La procédure suivante permets de vérifier que le palpeur est correctement monté sur son tasseau:
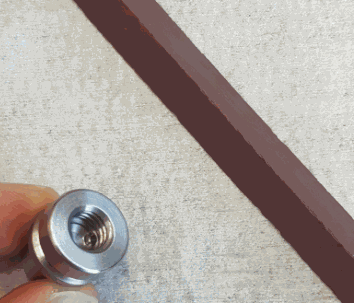
1) Passer la pierre à huile sur la face du dessus, afin que la face soit propre et plate (pas de bavure ni de bosse)
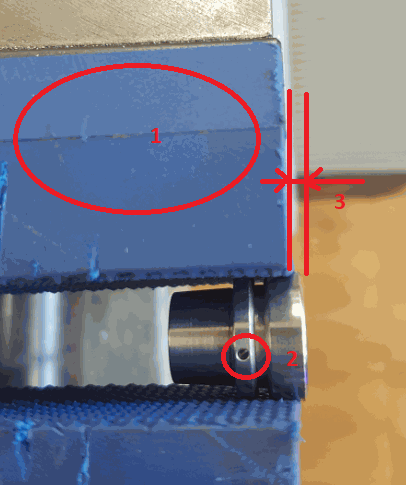
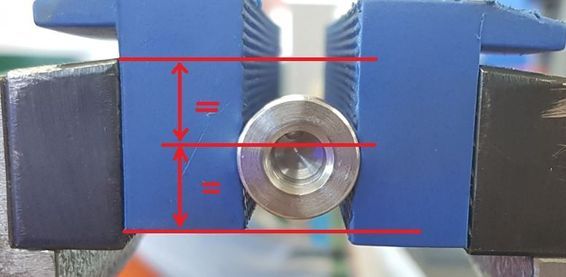
2) Dans l'étau équipé des mors caoutchoucs (1), centré en hauteur (4), serrer avec une force modérée le tasseau de manière à :
avoir le fil vers le haut (2)
avoir la face d'appuis qui dépasse (3)
2) Dans l'étau équipé des mors caoutchoucs (1), centré en hauteur (4), serrer avec une force modérée le tasseau de manière à :
avoir le fil vers le haut (2)
avoir la face d'appuis qui dépasse (3)
avoir la face d'appuis qui dépasse (3)
3) Avec la clé fournie, serrer le palpeur sur son support.
Attention : le palpeur va tourner dans les mors, ne pas abîmer le fil
Attention : la clé a deux côtés. Un seul a la bonne taille
3) Avec la clé fournie, serrer le palpeur sur son support.
Attention : le palpeur va tourner dans les mors, ne pas abîmer le fil
Attention : la clé a deux côtés. Un seul a la bonne taille


4) Contrôle : Il doit être impossible de desserrer le palpeur à la main.
Il n'y a aucun commentaire pour le moment.