Page principale
Page principale
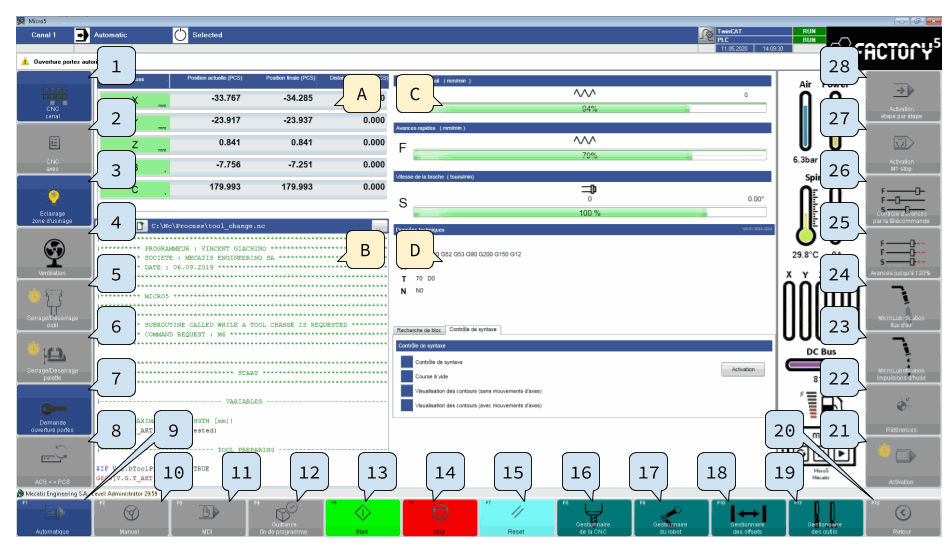
Cette page regroupe toutes les informations et fonctions utiles durant l'usinage. Une version allégée existe (retourner à l'écran d’accueil et presser [CTRL] avant de cliquer sur "Micro5 [F4]".
Zones
L'écran est divisé en plusieurs parties:
A) Zone d'affichage des coordonnées des axes
Les axes sont en vert s'il sont opérationnels et référencés, en rouge si ils sont en défaut.
Leurs positions actuelles, leur position d'objectif, ainsi que la distance restante sont indiqués suivant le système de coordonnés choisi (V/Fonction 8)
B) Zone d'affichage du programme
L'affichage de cette zone dépends du mode de marche de la machine:
- Si la machine est en mode automatique: le programme en cours d’exécution s'affiche
- Si la machine est en mode manuel: les options de contrôle s'affichent
- Si la machine est en mode "MDI": l'éditeur de code s'affiche
C) Zone d'affichage des avances
Les vitesses d'avance de travail et d'avance rapide F s'affichent ainsi que la vitesse de rotation de la broche S sous forme textuelle en % et graphique.
Au dessus de ces indications, une indication de la charge des axes s'affiche
D) Zone d'affichage des modes
Cette zone regroupe les informations actuelles sur les codes actifs (l'outil actuellement en broche, fonction active...)
E) Zone d'affichage des informations machine
Cette zone regroupe les indicateurs de charge et de conditions résumés de la machine.
La page de gestion CNC contient des informations détaillés.
Liste des fonctions primaires
CNC Canal
Activation de l'affichage standard: L'affichage standard exclut les coordonnées de l'axe de la broche, cette information ayant une utilité relative.CNC Axes
Activation de l'affichage détaillé (tous les axes): L'affichage détaillé inclut les coordonées de la broche mais réduit la zone réservée à l'affichage du programme.Eclairage zone d'usinage
Activation de l'éclairage de la zone d'usinageVentilation
Activation de l'aspiration de la zone arrière (refroidissement)Serrage/déserrage outil (+T)

Activation du tirant de broche (+T): L'activation du tirant de broche permet le chargement d'un outil. Le chargement d'un outil n'est possible que si la machine se trouve dans un état sûr (tous les axes arrêtés...). Cette fonction nécessite un appui prolongé (+T)Serrage/déserrage palette (+T)
Activation du verrouillage de palette (+T): Le verrouillage de la palette active le système de blocage en position du support de palette (Yerly) de l'axe C. Cette fonction nécessite un appui prolongé (+T)Demande ouverture porte
Par défaut, la porte reste verrouillée, y compris à la fin d'un cycle ou après un réarmement. L'activation de l'ouverture porte permet de déverrouiller la porte après 2sec d'inactivité.ACS/PSC [F1]
Activation de l'affichage inversé ACS et PCS: Cette fonction permets de basculer entre les deux systèmes de coordonées: ACS (Axcis coordinate system) et PCS (Part program coordinate system pcs)Automatique [F1]
Activation mode de marche automatique: Ce mode de marche permet d'utiliser la CNC pour exécuter des programmes d'usinage completsManuel [F2]
Activation mode de marche manuel: Ce mode de marche permet d'utiliser la CNC à l'aide de la télécommande pour réaliser des mouvements manuellementMDI [F3]
Activation mode de marche bloc de code: Ce mode permets d’exécuter un bloc de code isolé, entrer directement dans la zone d’affichage du programme.Validation de fin de cycle [F4]
Start [F5]
Départ cycle: lance le cycle (programme d'usinage)Interruption cycle [F6]
Reset [F7]
Réarmement: remets la CNC dans son mode initial et efface les défauts actuels non actifsGestionnaire du robot [F9]
Lien vers la page de gestion SCARAGestion des offsets [F10]
Lien vers la page de gestion des décalagesGestionaire des outils [F11]
Lien vers la page de gestion des outilsRetour [F12]
Lien de retour vers la page d’accueilActivation (+T)
Activation de la partie CNC: Active l'alimentation des contrôleurs d'axes (Drives) de la partie CNC.
Cette fonction nécessite un appui prolongé (+T)Références
Activation du cycle de prise de référence de la partie CNCMicrolubrification impulsions d'huile (+O)
Activation de la micro-lubrification (+O)Microlubrification flux d'air(+O)
Activation du soufflage durant l'usinageAvances jusqu'à 120%
Activation des avances rapides x1.2Contrôle d'avances par la télécommande
Activation du contrôle des vitesses d'avances par la télécommandeActivation M1 Stop
Activation des pauses M1 dans le programme d'usinageActivation étape par étape
Activation du mode d’exécution du programme par étape
Liste des fonctions secondaires [+CTRL]
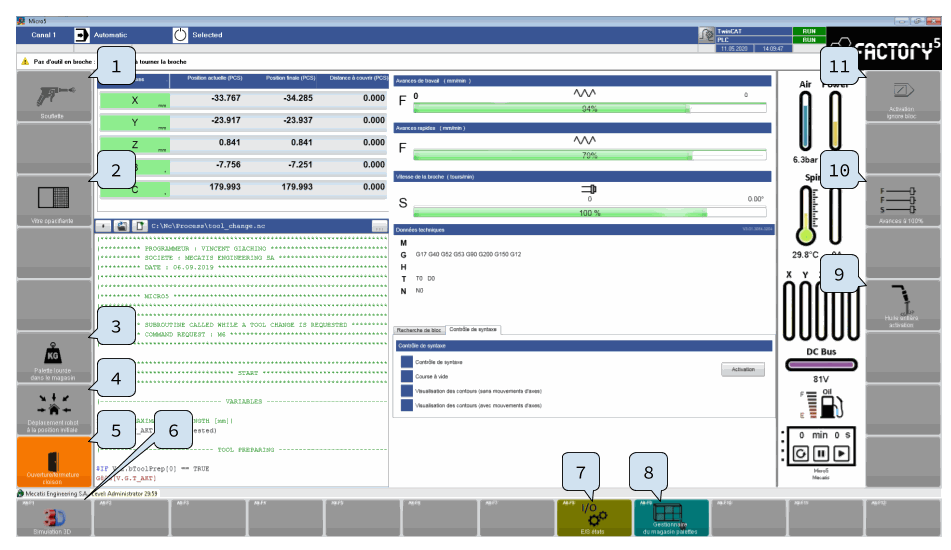
Soufflette
Activation de la sortie d'air comprimé du panneau frontal.Vitre opacifiante (+O)
Activation de la fonction d'opacification de la porte de la partie d'usinage. Cette fonction est disponible si l'option correspondante est présente sur la machine.Palette lourde
Activation des paramètres de manipulation du SCARA adaptés aux palettes ayant une masse supérieure. Les vitesses et les accélérations sont adaptés en conséquence.Déplacement en position initiale
Activation du cycle de retour en position initiale du SCARAOuverture/fermeture cloison
Smulation 3D [Alt+F1]
E/S Etats [Alt+F8]
Lien vers la page de visualisation des entrées/sorties APIGestion des palettes [Alt+F9]
Lien vers la page de gestion des palettesHuile entière activation
Avances à 100%
Réinitialise les valeurs de consigne des avances à 100%Activation ignore bloc

Risque d'endommagements du tirant de broche
Afin de protéger le cône des contaminations et d'éviter une sr-déformation de la tulipe, avant d'éteindre la machine ou lors d'un arrêt prolongé (>2h), il est nécessaire de monter un outil en broche et de relâcher le tirant (position verrouillé)."
Il n'y a aucun commentaire pour le moment.