Bris d'outil
La fonction bris d'outil permet de détecter si un outil est endommagé ou cassé.
Cette opération est réalisée à l'aide du palpeur d'outil. La CNC vient placer l'outil au-dessus de ce dernier, puis descend jusqu'à ce que l'outil entre en contact avec le palpeur.
L'outil peut être testé avant ou/et après le changement d'outil.

Risque de collision
Le positionnement en X et Z pour réaliser le test bris d'outil implique des mouvements de la partie CNC. L'outil doit traverser la zone d'usinage une fois le changement d'outil effectué et aller en position de test. En fonction de l'encombrement de la partie CNC (palette, support, pièce...), une collision est possible. Il est nécessaire de vérifier la trajectoire avant de lancer le processus et de s'assurer que la trajectoire est libre.
Configuration du bris d'outil
Le bris d'outil peut-être configuré pour chacun des outils. Le paramètre ci-dessous doit être renseigné correctement pour chaque outil :
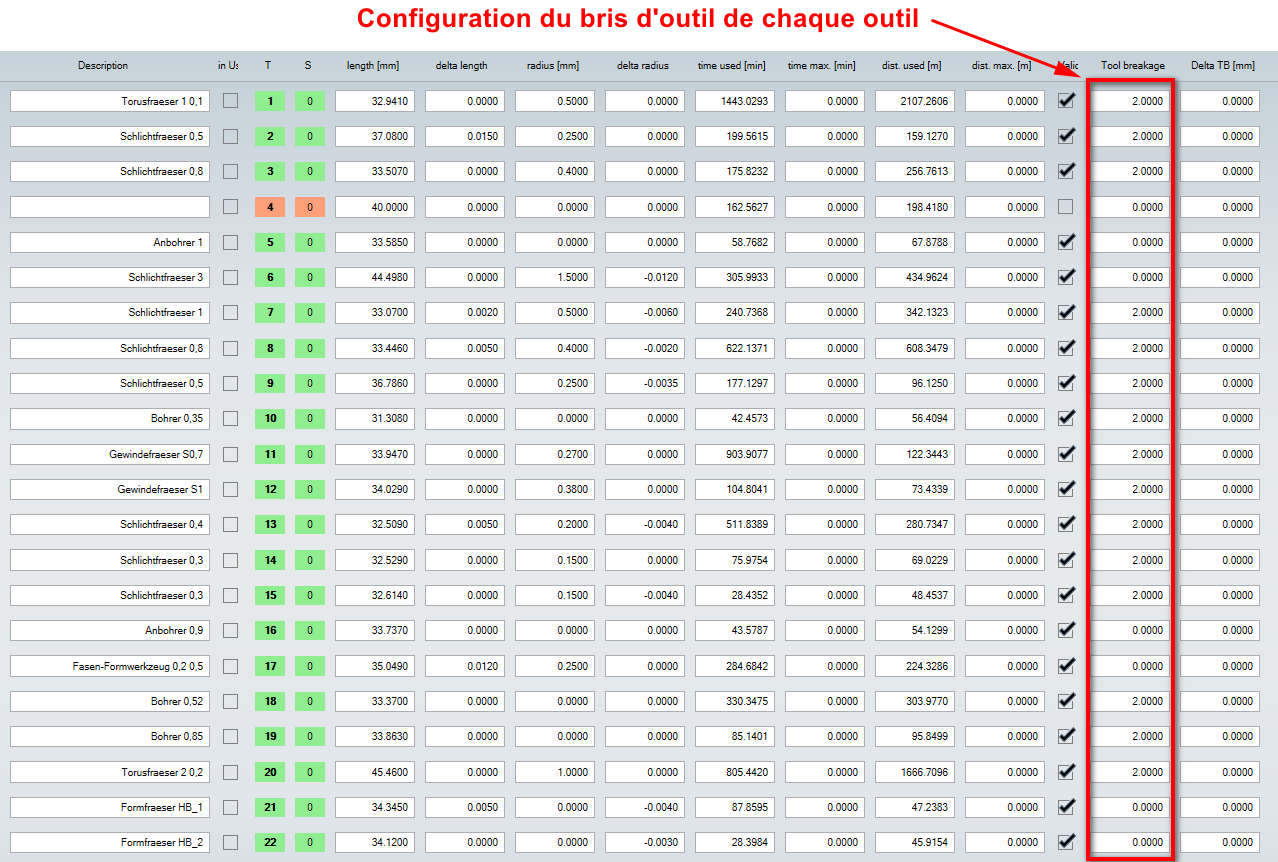
Le paramètre bris d'outil peut prendre les valeurs suivantes :
-1 : L'outil a été détecté comme cassé
0 : Le bris d'outil n'est pas actif pour cet outil
1 : L'outil est contrôlé après avoir été chargé dans la broche (avant usinage)
2 : L'outil est contrôlé avant d'être retiré de la broche (après usinage)
3 : L'outil est contrôlé dans les deux cas (1 et 2)
De plus, il est nécessaire de prévoir des outils frères lorsque l'on utilise la machine en production (voir chapitre : Notion de base outils)
Utilisation du bris d'outil en production automatisée
Le bris d'outil peut-être utilisé pour la production de pièce en automatique lorsque la Micro5 est accouplé à une Feed5.
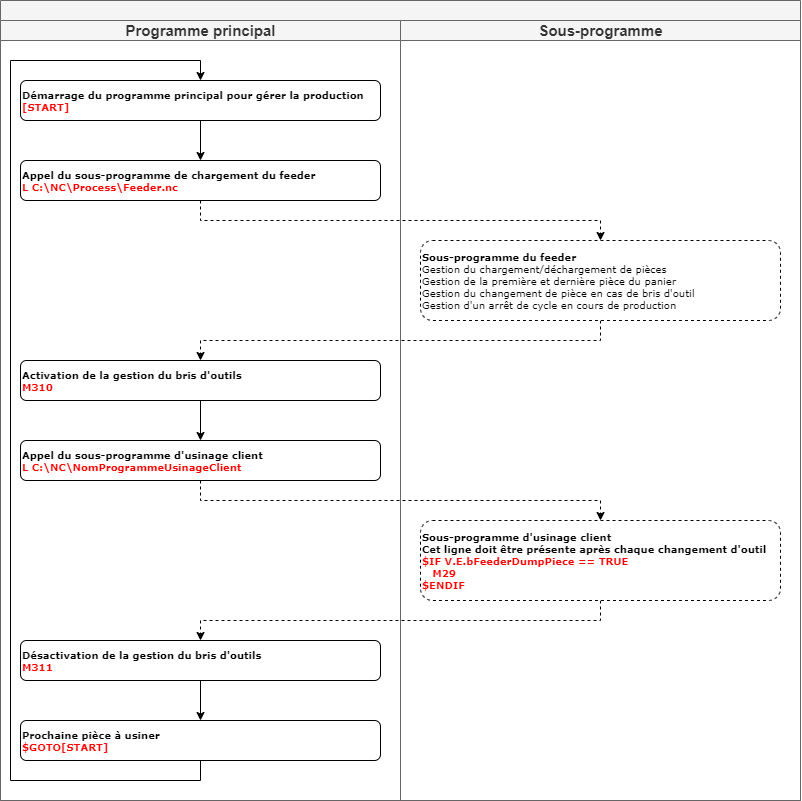
Dans ce cas là, les programme NC doivent être structurée de la manière suivante :
Programme principal : Programme contenant une boucle qui tourne en continue et appelle les sous-programmes.
Sous-programmes : Programmes appelés dans le programme principal :
Sous-programme d'usinage client
Précédé par M310 et suivi par M311 dans le programme principal
Après chaque changement d'outil les lignes suivante doivent être présentes $IF V.E.bFeederDumpPiece == TRUE
M29
$ENDIF
Sous-programmes divers (nettoyage du posage, etc...)
Voici un diagramme séquentiel de la structure du programme :
Lorsqu'un bris d'outil est détecté, la Micro5 et Feed5 réalisent les opération suivantes :
Déchargement de l'outil cassé et chargement de l'outil frère. Si aucun outil frère n'est présent, la Micro5 se met en erreur et arrête la production
Déchargement de la pièce dans le posage et chargement d'une nouvelle pièce par la Feed5
Redémarrage de la production sur la Micro5
Mise au rebut de la pièce qui a subit le bris d'outil dans la Feed5
Momentan sind keine Kommentare vorhanden.