CNC-Verwaltung
Auf dieser Seite werden die Informationen des CNC-Teils dargestellt und die zugehörigen Funktionen können aktiviert werden.
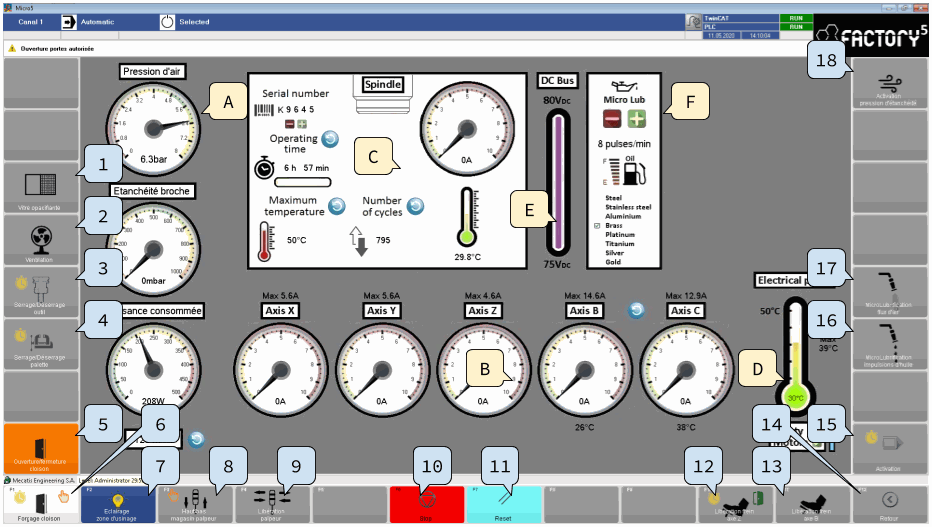
Bereiche
Der Bildschirm ist in mehrere Bereiche unterteilt:
Luftdruck allgemein: an der Versorgung der Maschine gemessener Druck
Nennwert: 6 bar (empfohlen: 5,5 - 6,5 bar)
Spindeldichtung: an der Sperrluftversorgung der Spindel gemessener Druck
Nennwert: 550 mbar (empfohlen: 500 - 600 mbar)
Leistungsaufnahme: die momentane Gesamt-Leistungsaufnahme der Micro5. Der Wert wird auf 1 Sekunde gefiltert.
Gesamtverbrauch: der Gesamtverbrauch der Maschine
Zustände der Achsen:
Momentan- und Maximalwert der Stromstärke für die Achsen X, Y, Z, B und C
Temperatur der Achsen B und C
Seriennummer
Betriebsstunden
Aktuelle und maximale Temperatur
Anzahl der Lade-/Entladezyklen von Werkzeugen
Aktuelle Stromwerte
D) Anzeigebereich des Teils Elektrik
Aktuelle und maximale Temperatur im Bereich der Elektrik
Die Einstellung des Intervalls für die Impulse der Minimalmengenschmierung (+0)
Den Schmierstoffstand im Ölbehälter (+0)
Die zur Bearbeitung mit der aktuellen Schmierungseinstellung geeigneten Werkstoffe
Liste der Hauptfunktionen
Scheibenverdunkelung [+O]: Aktivierung der Verdunkelungsfunktion der Fensterscheibe zum Arbeitsraum..
Lüftung: Aktiviert die Lüftung im hinteren Bereich des Arbeitsraums
Aktivierung der Zugstange der Spindel (+T): Durch Aktivieren der Zugstange der Spindel kann ein Werkzeug geladen werden. Das Laden eines Werkzeugs ist nur möglich, wenn sich die Maschine in einem sicheren Zustand befindet (alle Achsen stehen still...). Diese Funktion erfordert einen langen Tastendruck (+T).
Aktivierung der Palettenverriegelung (+T): Die Palettenverriegelung aktiviert das System, das den Palettenhalter (Yerly) der C-Achse in seiner Position blockiert. Diese Funktion erfordert einen langen Tastendruck (+T).
Öffnen/Schließen der Trennwand:
 Aktiviert die Öffnung der Trennwand zwischen dem Bearbeitungs- und dem Speicherbereich. Die Öffnungsbedingungen müssen erfüllt sein (Türen geschlossen, keine CNC- oder SCARA-Bewegungen...)
Aktiviert die Öffnung der Trennwand zwischen dem Bearbeitungs- und dem Speicherbereich. Die Öffnungsbedingungen müssen erfüllt sein (Türen geschlossen, keine CNC- oder SCARA-Bewegungen...)Zwangsöffnung Trennwand (+T)(+S) [F1]:
 Aktiviert die Öffnung der Trennwand zwischen dem Bearbeitungs- und dem Speicherbereich. Die Öffnungsbedingungen müssen nicht unbedingt erfüllt sein (Türen geschlossen, keine CNC- oder SCARA-Bewegungen...). Diese Funktion erfordert einen langen Tastendruck (+T). Diese Funktion erfordert eine Bestätigung (+S)
Aktiviert die Öffnung der Trennwand zwischen dem Bearbeitungs- und dem Speicherbereich. Die Öffnungsbedingungen müssen nicht unbedingt erfüllt sein (Türen geschlossen, keine CNC- oder SCARA-Bewegungen...). Diese Funktion erfordert einen langen Tastendruck (+T). Diese Funktion erfordert eine Bestätigung (+S)Beleuchtung Arbeitsraum [F2]: Aktiviert die Beleuchtung des Arbeitsraums.
Tastermagazin auf/ab [F3]: Aktiviert die Abwärtsbewegung des Tastermagazins.
Tasterfreigabe [F4]:

 Aktiviert die Freigabe der Zugstange des Tastermagazins.
Aktiviert die Freigabe der Zugstange des Tastermagazins.Stopp [F6]: Unterbricht den laufenden Zyklus.
Reset [F7]: Setzt Bedienbefehle zurück und stellt Fehler auf null.
Bremse Z-Achse lösen [F10]: Deaktiviert die Bremse der Z-Achse des CNC-Teils.
Bremse B-Achse lösen [F11]: Deaktiviert die Bremse der B-Achse des CNC-Teils.
Zurück [F12]: Link zur Hauptseite
Aktivierung: Aktiviert die Achsen des CNC-Teils
Ölimpuls Minimalmengenschmierung
Luftstrom Minimalmengenschmierung
Sperrluftdruck aktivieren: Aktiviert den Sperrluftdruck an der Spindel und den CNC-Achsen.

Tastermagazin
Wenn der Messtaster nicht verwendet wird, die Buchse mit dem an der Kabine angebrachten Stecker verschließen.
Der Messtaster darf nicht mit der automatischen Ladefunktion verwendet werden, wenn mit Öl gearbeitet wird!
Das Tastermagazin darf nicht längere Zeit (> 10 min) ohne Werkzeug bleiben.
Der Messtaster ist nicht für die Verwendung mit Öl geeignet.
Sperrluftdruck
Die Spindel und die Achsen werden mit Druckluft versorgt, um einen positiven Druck an den empfindlichen Teilen sicherzustellen. Dieser Druck hält Verunreinigungen (Schadstoffe, Öle, Späne, Staub, Partikel usw.) von den empfindlichen Bereichen fern. Für die Spindel bewirkt dieser Druck auch eine Innenkühlung dieser Komponenten. Die Aufrechterhaltung eines ausreichenden Sperrluftdrucks ist erforderlich, um Schäden an den empfindlichen Komponenten der Micro5 zu vermeiden.

Klemm-, Quetschgefahre
Die Trennwand darf nur manuell betätigt werden, wenn ihr Weg frei von Hindernissen ist. Vor der Ausführung einer Bewegung muss sichergestellt sein, dass die Türen korrekt geschlossen und alle Schutzeinrichtungen angebracht sind. Wenn ein Eingriff das Einführen von Händen in den Bearbeitungsraum oder den Speicherbereich erfordert, muss die Verbindung zur Energieversorgung mit Hilfe von pneumatischen und/oder elektrischen Trennschaltern unterbrochen werden.
Liste der Sekundärfunktionen [+Strg]

Reinigung Zugstange der Spindel: Aktiviert die Blasfunktion am Spindelkonus.
Palettenaufnahme reinigen: Aktiviert die Blasfunktion des Palettenverriegelungssystems (Yerly) der C-Achse.
Vakuum (+0): Aktiviert die Funktion zur Vakuumerzeugung..
E/A-Status: Link zur Seite mit der Visualisierung der E/A der SPS
Spülen Minimalmengenschmierung
Aktivierung Vollöl
Momentan sind keine Kommentare vorhanden.