Messtaster
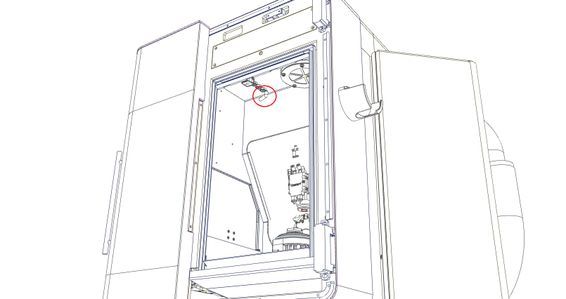
Der automatische Messtaster (Option) ermöglicht es, einen drahtgebundenen Messtaster in der Bearbeitungskabine aufzubewahren und mit Hilfe des SCARA in die Bearbeitungsspindel zu laden, um eine Messung mittels Antasten durchzuführen. Die Baugruppe wird oben links in der Bearbeitungskabine befestigt und mit einem Stecker mit der Micro5 verbunden.
Der Messtaster kann auch ohne die automatische Ladefunktion verwendet werden. Er muss dann vom Bediener manuell in die Spindel eingebaut werden. Die Funktionsweise bleibt gleich.
Anschluss
Der Messtaster wird an die Buchse an der oberen Wand der Bearbeitungskabine angeschlossen. Wenn der Messtaster nicht verwendet wird, die Buchse mit dem an der Kabine angebrachten Stecker verschließen.

Wichtiger Hinweis
Wenn der Messtaster nicht verwendet wird, die Buchse mit dem an der Kabine angebrachten Stecker verschließen.
Der Messtaster darf nicht mit der automatischen Ladefunktion verwendet werden, wenn mit Öl gearbeitet wird!
Das Tastermagazin darf nicht längere Zeit (> 10 min) ohne Werkzeug bleiben.
Der Messtaster ist nicht für die Verwendung mit Öl geeignet.
Verwendung des Messtasters
Um den Messtaster verwenden zu können, muss die Datei des Antastzyklus geladen werden. Diese Datei muss auf die Micro5 übertragen und im Ordner C:\nc\process\ abgelegt werden.
In diesem Kapitel werden nun Beispieldateien wiedergegeben, um die Anwendung des Antastens zu veranschaulichen und zu erklären.
Antastzyklus V1.0
Zyklusdatei, die heruntergeladen und im Ordner C:\ncprocess\ abgelegt werden muss.
Download
Anwendungsbeispiele
Beispieldatei, die heruntergeladen und im Ordner C:\nc\ abgelegt werden muss.
Die Antastsequenzen sind für die Anwendung auf einem bearbeiteten Werkstück zu Kalibrierzwecken von 40x40 mm bestimmt, wobei der Offset G54 so eingestellt wird, dass sich Z0 auf der Oberseite befindet.
Download
Wichtig
Die Sonde muss bei der ersten Verwendung kalibriert werden (zwei Kalibrierungen: X/Y und Z)
Für eine ordnungsgemäße Kalibrierung muss die Sonde immer in der gleichen Ausrichtung montiert werden.
Im manuellen Modus: Dem Bediener zugewandt
Ohne Lager: Dem Bediener zugewandt
Mit dem Laden: auf der gegenüberliegenden Seite
Le Der Messtaster muss immer die Werkzeugnummer 999 habenpalpeur doit toujours avoir le numéro d'outil 999
da der Messtaster ein empfindliches Element ist, reduzieren Sie die Vorschübe bei Ihren ersten Abtastungen <10%.
Startbedingungen
Die zu verwendenden Werte für Anfahren und Offset müssen manuell hinzugefügt werden, bevor ein Antastzyklus aufgerufen wird.
Die Tasterlänge konfigurieren (ungefähr). Den Werkzeugradius auf 0 lassen.
Den Offset konfigurieren und aktivieren, bevor der Antastzyklus gestartet wird.
In dem mitgelieferten Makro werden mehrere Antastzyklen zur Verfügung gestellt. Sie werden über die Parameter beim Aufrufen des Makros konfiguriert.
Verfügbare Zyklen
Kalibrierung XY-Messtaster (Bohrung muss auf X0 Y0 zentriert sein) und Länge
Bohrung / quadratische und rechteckige Tasche
--> Gibt den Mittelpunkt an (optional Einstellung XY-Offset)
Runder / quadratischer / rechteckiger Steg
--> Gibt den Mittelpunkt an (optional Einstellung XY-Offset)
Messung Höhe Z
--> Gibt die Höhe an (optional Einstellung Z-Offset)
Ecke XYZ
--> Koordinaten der Ecke (optional Einstellung XYZ-Offset)
Orientierung C
--> Gibt Fehler in der C-Orientierung an (optional C-Offset)
Modaler Betrieb
Alle Zyklen (außer Kalibrierung des XY-Messtasters und Längenkalibrierung) können im Modus MODAL gestartet werden.
Dies bietet die Möglichkeit, den Zyklus nach jeder XY-Verfahrbewegungen neu auszuführen.
Dies ist nützlich für die Ausführung mehrerer identischer Zyklen an unterschiedlichen XY-Positionen.
Folgendes muss hinzugefügt werden:
MODAL_MOVE in der Liste der Zyklusparameter
#DISABLE MODAL CYCLE nach dem letzten erfolgten Antasten
Die Maschine muss vor dem Aufrufen des Zyklus in XY positioniert sein und die Parameter @P1 und @P2 dürfen nicht definiert sein.
Wenn für eine neue Zyklusiteration ein anderer Parameter der Zykluskonfiguration geändert werden muss, kann der Modus MODAL nicht verwendet werden.
ACHTUNG
Die abgetasteten Werte müssen bei jeder Messung in separaten Variablen abgerufen werden, wenn sie später für Berechnungen verwendet werden sollen.
--> Siehe das Beispiel "MessungZ" für die Berechnung des Durchschnitts von 4 Messungen Z
Manuelles Anfahren
Bei Zyklen für Bohrungen/Stege, Höhenmessungen und Ecken ist es möglich, den Messtaster in XY manuell anzufahren und den Zyklus danach ohne die Parameter @P1 und @P2 zu starten. La position XY au démarrage du cycle sera prise comme position de référence.Die XY-Position zu Beginn des Zyklus wird als Referenzposition verwendet.
ACHTUNG
Der Z-Offset und das Werkzeug müssen richtig konfiguriert sein.Es kann erforderlich sein, die Einstellungen für Anfahrwege (@P9) und Messnachlauf (@P10) zu erhöhen.

Hinweis
Der Messtaster wird vom Antastzyklus automatisch aufgerufen, wenn das Tastermagazin vorhanden ist.
Wenn kein Magazin vorhanden ist, fordert der Zyklus dazu auf, ihn von Hand einzubauen. --> Wenn er bereits eingebaut ist, wird dieser Schritt direkt quittiert.
Mit dem optionalen Parameter @P49=1 ist es möglich, einen Handbetrieb zu erzwingen.
Folgende Texte können ausgewählt werden ("Strg+C" / "Strg+V")
Kalibrierung der Tasterlänge
; Kalibrierung der Tasterlänge an der Referenzfläche Yerly L CYCLE [NAME=Probing.cyc \ \ \ \ \ \ \ \ \ \ \ \ \]. P1=10 \; Absolute X-Position (Option) @P2=-10 \; Absolute Y-Position (Option) @P3=0 \; Absolute Z-Position Oberfläche (optional) @P4=1 \; Relativer Z-Abstand @P9=0.25 \; Vormessungsweg @P10=2 \; Überlauf Vormessung/Messung @P11=10 \; Messvorschubgeschwindigkeit @P49=0 \; 0 Automatische Tastermontage, wenn Lager, 1 Nur manuelle Montage (optional, Default = 0) @P50=101 \; Art der Messung Kalibrierung der Tasterlänge
XY-Tasterkalibrierung
; Kalibrierung des Kugellagers
L CYCLE [NAME=Probing.cyc \ ; Kalibrierung des XY-Tasters
@P1=0 \; Absolute X-Position (Option)
@P2=0 \; Absolute Y-Position (Option)
@P3=0 \; Absolute Z-Position Oberfläche (optional)
@P4=1 \; Relativer Z-Abstand
@P5=-0.5 \; Höhe der Z-Messung relativ zur Oberfläche
@P6=4 \; Durchmesser
@P8=1 \; Durchmesser der Tastkugel
@P9=0.25 \; Vormessungsweg
@P10=2 \\; Überlauf Vormessung/Messung
@P11=10 \; Vorschubgeschwindigkeit Messung
@P49=0 \; 0 Automatische Tastermontage, wenn Lager,
\; 1 nur manuelle Montage (optional, default = 0)
@P50=100 \; Messtyp 100 = Kalibrierung des Messtasters.
]
; Zeigt das Ergebnis auf dem HMI an.
#MSG SYN HMI["Calibration: X: %fmm, Y: %fmm", V.P.OffX, V.P.OffY]
; Schreibt das Ergebnis in eine Textdatei.
#MSG SAVE EXCLUSIVE["Kalibrierung: X: %fmm, Y: %fmm", V.P.OffX, V.P.OffY]
Bohrung / quadratische oder rechteckige Tasche
G0 X0 Y0 ; Nur für MODAL_MOVE vorpositionieren.
L CYCLE [NAME=Probing.cyc Õ
@P1=0 \; Position X Mitte (für MODAL_MOVE löschen)
@P2=0 \; Position Y Mitte (für MODAL_MOVE löschen)
@P3=0 \; Absolute Z-Position Oberfläche
@P4=1 \; Relativer Z-Abstand
@P5=-0.5 \; Höhe der Z-Messung relativ zur Oberfläche
@P6=4 \; Dim X alesage
@P7=4 \; Dim Y alesage (nur wenn abweichend von @P6)
@P8=1 \; Durchmesser der Tastkugel
@P9=0.25 \; Vormessweg
@P10=1 \; Überlauf Vormessung/Messung
@P11=10 \; Messvorschubgeschwindigkeit
@P40=0 \; Zu meldender Offset G54=1, G55=2, ...
@P45=0 \; Kein zyklusinternes Backup.
@P49=0 \; 0 Automatische Tastermontage, wenn Lager,
\; 1 nur manuelle Montage (optional, default = 0)
@P50=0 \; Art der Messung Alesage
MODAL_MOVE \; Nur für modalen Modus.
]
V.P.X3 = V.P.PosMesX ; Position X
V.P.Y3 = V.P.PosMesY ; Position Y
V.P.Circ3 = V.P.Circ ; Circularite
#MSG SYN HMI["Centre 3: X: %fmm, Y: %fmm", V.P.X3, V.P.Y3] ; Affiche sur le HMI
#MSG SAVE EXCLUSIVE["Centre 3: X: %fmm, Y: %fmm", V.P.X3, V.P.Y3] ; Ecrit dans fichier texte
G0 X-15 Y0 ; Positionne pour 2e cycle
V.P.X1 = V.P.PosMesX - V.P.X3 ; Calcul delta X
V.P.Y1 = V.P.PosMesY - V.P.Y3 ; Calcul delta Y
V.P.Circ1 = V.P.Circ ; Circularite
#MSG SYN HMI["Centre 2: X: %fmm, Y: %fmm", V.P.X1, V.P.Y1] ; Affiche sur le HMI
#MSG SAVE EXCLUSIVE["Centre 1: X: %fmm, Y: %fmm", V.P.X1, V.P.Y1] ; Ecrit dans fichier texte
#DISABLE MODAL CYCLEBuckel rund / quadratisch / rechteckig
L CYCLE [NAME=Probing.cyc \; Würfelmitte @P1=0 \; Absolute X-Position (Option) @P2=0 \; Absolute Y-Position (Option) @P3=0 \; Absolute Z-Position Oberfläche (optional) @P4=1 \; Relativer Z-Abstand @P5=-2 \; Höhe der Z-Messung relativ zur Oberfläche @P3 @P6=40 \; Dimension X @P7=40 \; Y-Dimension (nur wenn anders als @P6) @P8=1 \; Durchmesser der Tastkugel @P9=1 \; Vormessweg @P10=2 \; Überlauf Vormessung/Messung @P11=10 \; Geschwindigkeit des Messvorschubs @P40=0 \; Zu meldender Offset G54=1, G55=2, ... @P45=0 \; Kein zyklusinternes Backup. @P49=0 \; 0 Automatische Tastermontage, wenn Lager, \; 1 Nur manuelle Montage (optional, Default = 0) @P50=1 \; Messart Buckel;MODAL_MOVE \; Seulement pour mode modal] V.P.CentreX = V.P.PosMesX ; Position X V.P.CentreY = V.P.PosMesY ; Position Y ;V.P.Circ3 = V.P.Circ ; Circularite ; Affiche resultat sur le HMI #MSG SYN HMI["Centre Cube: X: %fmm, Y: %fmm", V.P.CentreX, V.P.CentreY] ; Ecrit le resultat dans fichier texte #MSG SAVE EXCLUSIVE["Centre Cube: X: %fmm, Y: %fmm", V.P.CentreX, V.P.CentreY]
Z-Messung
G0 X35/2 Y35/2 ; Nur für MODAL_MOVE vorpositionieren.
L CYCLE [NAME=Probing.cyc \ ; Messung Z1
@P1=0 \; X-Position (für MODAL_MOVE löschen)
@P2=0 \; Y-Position (für MODAL_MOVE löschen)
@P3=0 \; Z-Position absolut Fläche
@P4=1 \; Relativer Z-Abstand
@P9=1 \; Vorvermessungsweg
@P10=2 \; Überlauf Vormessung/Messung
@P11=10 \; Messvorschubgeschwindigkeit
@P12=90 \; Messrichtung C 0 +X, 90 +Y, 180 -x, 270-Y
@P40=0 \; Zu meldender Offset G54=1, G55=2, ...
@P45=0 \; Keine Speicherung des Ergebnisses innerhalb des Zyklus.
@P49=0 \; 0 Automatische Tastermontage, wenn im Lager,
\; 1 nur manuelle Montage (optional, default = 0)
@P50=10 \; Art der Messung Z
MODAL_MOVE \; Nur für modalen Modus.
]
V.P.MesZ1 = V.P.PosMesZ
G0 X-35/2 Y35/2 ; Messung Z2
V.P.MesZ2 = V.P.PosMesZ
G0 X-35/2 Y-35/2 ; Messung Z3
V.P.MesZ3 = V.P.PosMesZ
G0 X35/2 Y-35/2 ; Messung Z4
V.P.MesZ4 = V.P.PosMesZ
; Zeigt das Ergebnis auf dem HMI an.
#MSG SYN HMI["Z Mittelwert: %fmm", [V.P.MesZ1 + V.P.MesZ2 + V.P.MesZ3 + V.P.MesZ4]/4]]
; Schreibt das Ergebnis in eine Textdatei.
#MSG SAVE EXCLUSIVE["Z Moyen: %fmm", [V.P.MesZ1 + V.P.MesZ2 + V.P.MesZ3 + V.P.MesZ4]/4]]
Überprüfen des Tasters
Um ein Höchstmaß an Genauigkeit zu gewährleisten, muss jedes Element perfekt montiert und verwendet werden. Der Messtaster ist ein empfindliches Element. Seine korrekte Montage gewährleistet, dass er einwandfrei funktioniert und ein genaues Ergebnis liefert.
Der Messtaster ist auf einer Leiste montiert, die an den auf der Micro5 verwendeten Standard angepasst ist. Dadurch kann er sowohl im Spindelkonus als auch im Messtastermagazin (Option) montiert werden.
Mit dem folgenden Verfahren können Sie überprüfen, ob der Taster richtig auf seiner Leiste montiert ist:
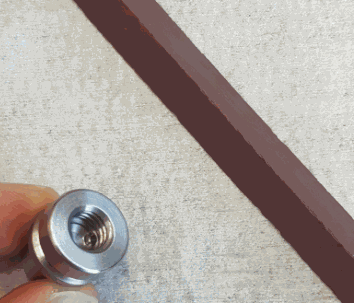
1) Mit dem Ölstein über die Oberseite fahren, sodass die Seite sauber und flach ist (keine Grate oder Dellen).
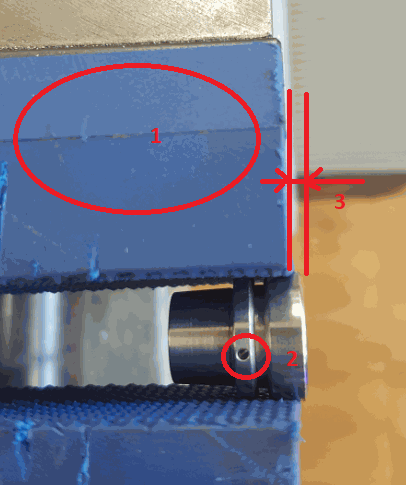
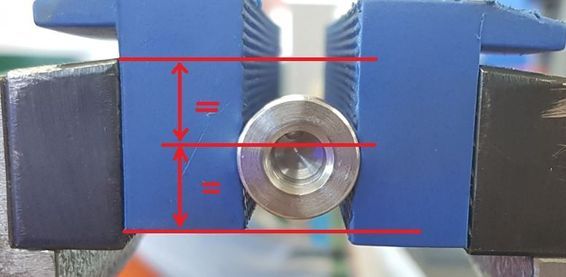
2) In den Schraubstock mit den gummierten Backen (1), der in der Höhe (4) zentriert ist, wird die Leiste mit mäßiger Kraft so eingespannt, dass :
den Faden nach oben haben (2)
mit der Auflagefläche überstehen (3)
2) In den Schraubstock mit den gummierten Backen (1), der in der Höhe (4) zentriert ist, wird die Leiste mit mäßiger Kraft so eingespannt, dass :
den Faden nach oben haben (2)
mit der Auflagefläche überstehen (3)
mit der Auflagefläche überstehen (3)
3) Ziehen Sie mit dem mitgelieferten Schlüssel den Taster an seiner Halterung fest.
Achtung: Der Taster wird sich in den Backen drehen, den Faden nicht beschädigen.
Achtung: Der Schlüssel hat zwei Seiten. Nur eine hat die richtige Größe
3) Ziehen Sie mit dem mitgelieferten Schlüssel den Taster an seiner Halterung fest.
Achtung: Der Taster wird sich in den Backen drehen, den Faden nicht beschädigen.
Achtung: Der Schlüssel hat zwei Seiten. Nur eine hat die richtige Größe


4) Kontrolle: Es sollte unmöglich sein, den Taster von Hand zu lösen.
Momentan sind keine Kommentare vorhanden.