Offset-Verwaltung
Auf der Seite der Offset-Verwaltung können die Verschiebungen der Nullpunktkoordinaten angepasst werden.
Die Verschiebungen werden für jede der 5 Achsen in Koordinaten-"Sets" gespeichert. Jeder Satz wird gespeichert und kann jederzeit im Bearbeitungsprogramm abgerufen werden. Die Verschiebungen werden von den Funktionen G53 ... G59 oder G159 = x aufgerufen.
Die Funktion G53 ist streng genommen keine Verschiebung, da sie entspricht einer Verschiebung von null. Mit anderen Worten: Es handelt sich um eine Funktion, mit der jede Verschiebung rückgängig gemacht und folglich mit den realen, sogenannten "absoluten" Koordinaten gearbeitet werden kann. Ihr Nullpunkt entspricht dem "Maschinennullpunkt".
Bei jeder Verschiebung kann jede Koordinate geändert werden.
Es gibt zwei Methoden zur Adressierung von Offsets:
"Basis"-Offsets G53 --> G59 Offsets, die traditionell verwendet werden und mit der Micro5 weiterhin verwendet werden können.
Erweiterte Offsets G159 = x, wobei x der Index des Offset ist. Diese Offsets bieten alle Funktionen der Basis-Offsets und erweitern zusätzlich die Möglichkeiten über 6 Sätze hinaus. Um diese Offsets aufzurufen, muss ein Index angegeben werden. Zum Beispiel: G159 = 4
Die ersten 6 Indizes entsprechen den Basis-Offsets:
G159=1 <--> G54
G159=2 <--> G55
...
Basis-Offsets G53 ... G59
G53 = Tatsächliche Position der Achsen (absolut) "Maschinennullpunkt" --> Deaktivierung des Befehls der Nullpunktverschiebung
G54 = 1. Satz der Nullpunktverschiebung (entspricht G159=1)
G55 = 2. Satz der Nullpunktverschiebung (entspricht G159=2)
G56 = 3. Satz der Nullpunktverschiebung (entspricht G159=3)
G57 = 4. Satz der Nullpunktverschiebung (entspricht G159=4)
G58 = 5. Satz der Nullpunktverschiebung (entspricht G159=5)
G59 = 6. Satz der Nullpunktverschiebung (entspricht G159=6)
Erweiterte Offsets G159 = 1...99
G159 = 1 1. Satz der Nullpunktverschiebung (entspricht G54)
G159 = 2 2. Satz der Nullpunktverschiebung (entspricht G55)
G159 = 3 3. Satz der Nullpunktverschiebung (entspricht G56)
G159 = 4 4. Satz der Nullpunktverschiebung (entspricht G57)
G159 = 5 5. Satz der Nullpunktverschiebung (entspricht G58)
G159 = 6 6. Satz der Nullpunktverschiebung (entspricht G59)
G159 = 7 7. Satz der Nullpunktverschiebung
G159 = 8 8. Satz der Nullpunktverschiebung
...
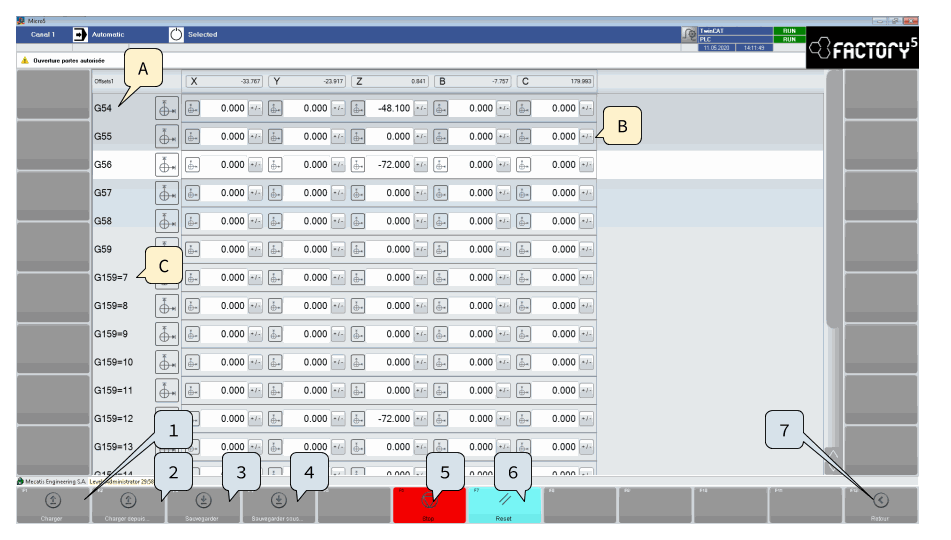
Bereiche
Auf dem Bildschirm werden die Informationen in Tabellenform angezeigt.
A) Codes der Nullpunktverschiebungen G54...G59
In jeder Zeile werden die Verschiebungen eines Codes für jede seiner Koordinaten zusammengefasst. Die ersten 6 Zeilen entsprechen den Verschiebungen G159 =1...6.
B) Anpassung der Koordinaten
Für jede der Koordinaten besteht die Möglichkeit, die Verschiebung anzupassen.
C) Codes der Nullpunktverschiebungen G159 7...99
In jeder Zeile werden die Verschiebungen eines Codes für jede seiner Koordinaten zusammengefasst. Die ersten 6 Zeilen (Bereich A) entsprechen den Verschiebungen G159 =1...6.
Liste der Hauptfunktionen
1. Laden [F1]
Lädt die aktuelle Datei der Nullpunktverschiebungen.
2. Laden aus... [F2]
Lädt eine Datei von Nullpunktverschiebungen aus einem Zugriffspfad.
3. Speichern [F3]
Speichert die aktuelle Datei der Nullpunktverschiebungen
4. Speichern unter... [F4]
Speichern Sie die Datei der Nullpunktverschiebungen unter einem Zugriffspfad.
5. Stopp [F6]
IUnterbricht den laufenden Zyklus.
6. Reset [F7]
Setzt Bedienbefehle zurück und stellt Fehler auf null.
7. Zurück [F12]
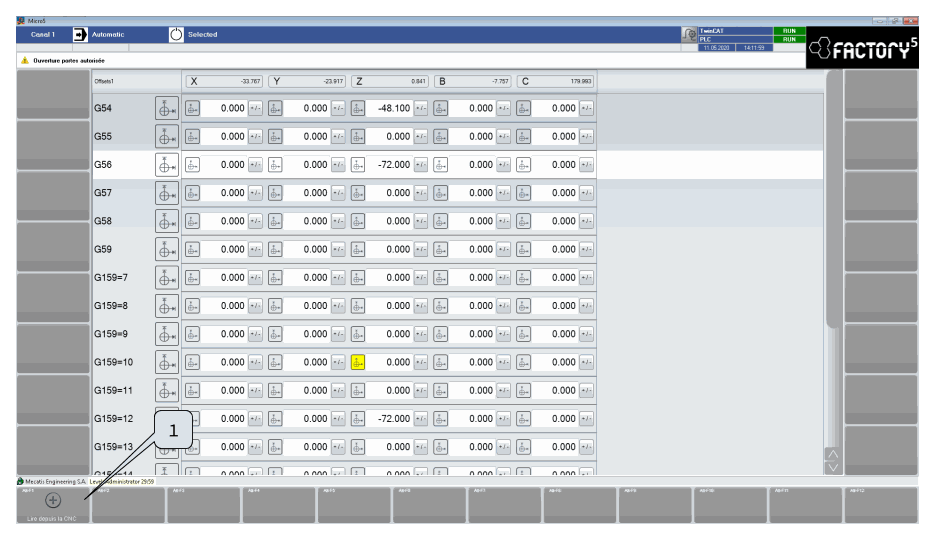
Liste der Sekundärfunktionen [Strg]
1. Von der CNC lesen [Alt+F1]
Lädt die Datei der Nullpunktverschiebungen von der CNC.
Momentan sind keine Kommentare vorhanden.