Initialisierung (Reset)
Das System kann erst nach der Initialisierung vom ausgeschalteten Zustand in den betriebsbereiten Zustand wechseln. Diese Methode entspricht den geltenden Vorschriften und vermeidet jede unerwartete Bewegung beim Wiedereinschalten und aktiviert das System erst nach einer bewusst ausgeführten Aktion des Bedieners.
Die Initialisierung ist nur möglich, wenn folgende Voraussetzungen erfüllt sind:
Die Not-Halt-Einrichtungen sind entriegelt.
Die Türen sind geschlossen und die vom System überwachten Verriegelungen sind aktiv.
Die Antriebe der Motoren zeigen keine Fehler an.
Die Vorschübe sind auf >0 % eingestellt.
Die Feuerlöschanlage hat nicht ausgelöst (Option)
Vor der Initialisierung des Systems muss unbedingt überprüft werden, ob alle Sicherheitseinrichtungen vorhanden sind und die Maschine sicher aktiviert werden kann: Werkzeuge, Spannfutter...
Nach der Initialisierung des Systems können folgende Aktionen ausgeführt werden (Systemstatus: Stopp, initialisiert):
Nach 2 Sekunden: Öffnen der Haupttür und der Tür mit Griff am Magazin*
Nach 2 Sekunden: Öffnen der Tür zum Bereich des Auffangbehälters unter dem Arbeitsraum (bei Ausstattung mit Option Verriegelung)
Aktivieren der Antriebe des CNC-Teils und des SCARA-Roboters
* vorausgesetzt, dass die Berechtigung zum Öffnen der Tür auf dem Bildschirm aktiviert ist
Sobald sich das System in seinem Ausgangszustand befindet (Energieversorgungen), können die Referenzfahrten der CNC-Achsen und das Homing des SCARA-Roboters ausgeführt werden.
Bedingungen, unter denen die Initialisierung der Micro5 gesperrt ist:
Die folgenden Punkte verhindern die Initialisierung der Maschine und den Wechsel von einem Stopp-Modus in einen Betriebsmodus (Hand- oder Automatikbetrieb). Zunächst muss die Ursache beseitigt und das System neu initialisiert werden (Reset), damit die Micro5 wieder genutzt werden kann.
Sicherheit
Ein (mehrere) Not-Halt-Taster gedrückt
Tür(en) geöffnet
Trennwand klemmt (offen/geschlossen) bei automatischer Anforderung einer Bewegung
Stromversorgung
Stromversorgung mit 24 VDC defekt
Servoantriebe
Triamec-Servoantrieb defekt (Stromversorgung oder Logik)
Maxon-Servoantrieb defekt (Stromversorgung oder Logik)
Komponenten (Sensoren)
Luftdruck (Maschineneingang) unter 4 bar
Spindeltemperatur über 55 °C
CNC-Betriebsarten
Modus "Drehen" ohne vorherige Aktivierung der Option
CNC-Achse bewegt sich bei aus der Einspannung gelöster Palette
Spindel dreht sich ohne Werkzeug in der Spindel
Vorschübe auf 0% eingestellt
Werkzeugbruch (Option)
Werkzeug gebrochen
CNC/Roboter
CNC oder Roboter nicht referenziert oder im Handbetriebl
Werkzeug wird in der Spindel erkannt, wenn kein Werkzeug angegeben ist
Werkzeug wird in der Spindel nicht erkannt, wenn ein Werkzeug angegeben ist
Messtaster in der Spindel bei einem Werkzeugwechsel
Fehler beim Werkzeugwechsel (Werkzeug nicht im Magazin gefunden, Werkzeug kann nicht eingesetzt oder entnommen werden, Stopp durch Bediener, Zeitüberschreitung bei der Ausführung der Sequenzen)
Fehler beim Scheibenwechsel (alle Scheiben sind beim Entladen schon vollständig vorhanden, Scheibe kann nicht aufgenommen oder abgelegt werden, Stopp durch Bediener, Zeitüberschreitung bei der Ausführung der Sequenzen)
Fehler beim Palettenwechsel (Palette kann nicht eingesetzt oder entnommen werden, Stopp durch Bediener, Zeitüberschreitung bei der Ausführung der Sequenzen)
Fehler beim Einsetzen/Entnehmen des Messtasters (Werkzeug erkannt, wenn Messtaster eingesetzt werden soll, Messtaster nicht in der Spindel, wenn er entnommen werden soll; Messtaster kann nicht eingesetzt oder entfernt werden, Stopp durch Bediener, Zeitüberschreitung bei der Ausführung der Sequenzen)
Kollision der CNC
Kollision des Roboters
ISO-Code (Konsistenz)
Überschreitung des Verfahrbereichs einer (mehrerer) CNC-Achsen
Im Automatikbetrieb angefordertes Werkzeug > 47 mm hoch (mit Werkzeugaufnahme)
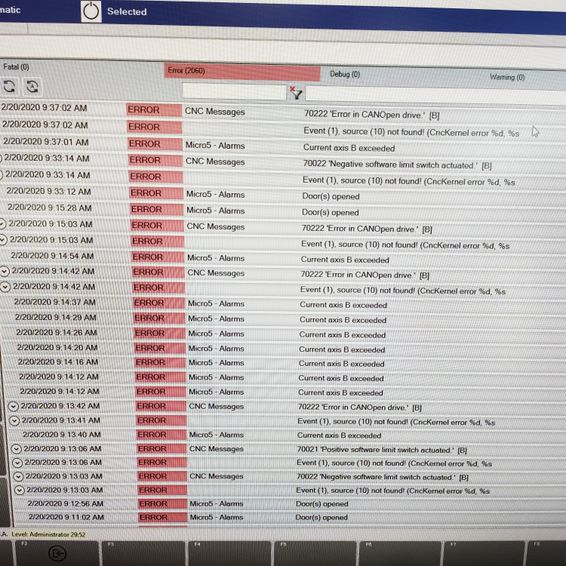
Detailansicht der Fehler
In der Detailansicht der Fehler werden alle Fehler und die zugehörigen Details aufgelistet: Datum und Uhrzeit, Status, Alarmgruppe und Alarmtext.

Überprüfung der Daten auf Konsistenz
Immer überprüfen, dass die Nr. des Werkzeugs und die Nr. der Palette, die sich physisch in der Micro5 befinden, mit den auf der Benutzeroberfläche angezeigten übereinstimmen.
Je nach Software-Version der Micro5 sind zwei Fälle möglich:
Software-Versionen vor 25.06.2020, 13:38 -->|
Die Informationen über das Werkzeug in der Spindel beim Ausschalten der Maschine gehen verloren, beim Einschalten muss die Werkzeugnummer manuell eingegeben werden.
Im MDI-Modus die Werkzeugnummer in den Bereich für die Programmeingabe eingeben und starten (Start).
|--> Software-Versionen ab und einschließlich 25.06.2020, 13:38
Das Werkzeug in der Spindel beim Ausschalten wird gespeichert. Beim Einschalten der Micro5 wird das beim Ausschalten gespeicherte Werkzeug automatisch an der Benutzeroberfläche übernommen, wenn die Referenzfahrt ausgeführt wird. Daher dürfen Werkzeuge nicht manuell geändert werden, bevor ein Homing ausgeführt wurde.
Momentan sind keine Kommentare vorhanden.